
Пружини на възвратния клапан
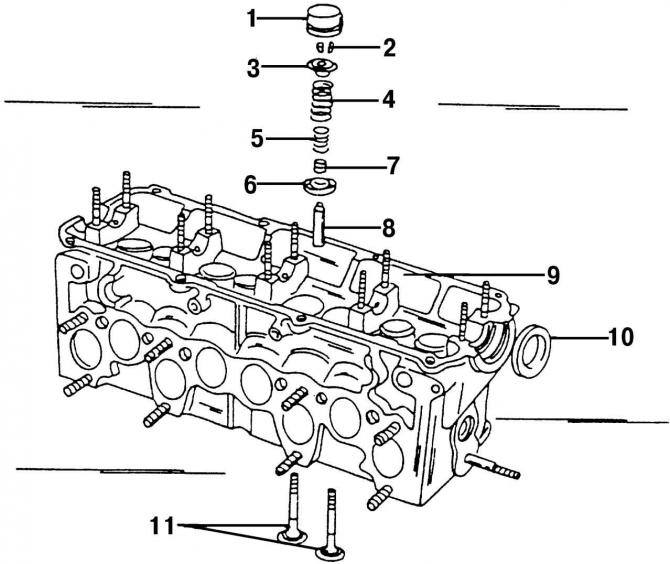
Фиг. 396. Детайли на клапаните: 1 - тласкач на тарелката; 2 - половината от коничната фаска на клапана; 3 - горна плоча на пружината на клапана; 4 - външна клапанна пружина; 5 - вътрешна клапанна пружина; 6 - долна седалка на пружината на клапана; 7 - капачка на масления дефлектор; 8 - направляваща втулка на клапана; 9 - цилиндрова глава; 10 - уплътнение на разпределителния вал; 11 - клапани
Пружините на клапаните се проверяват по същия начин, както при бензинов двигател (подробностите на клапаните са показани на фиг. 396).
Водач на клапани
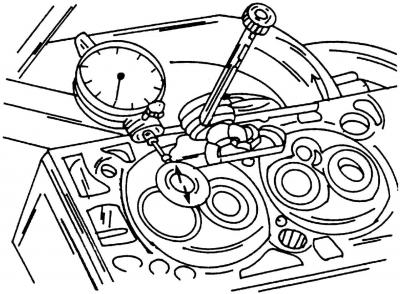
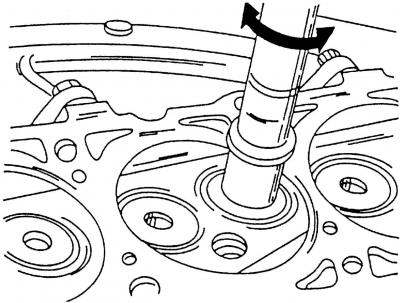
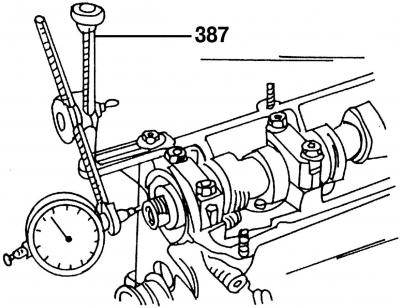
Фиг. 397. Проверка на индикатора за хлабина на стеблото на клапана във водача на клапана
Инсталирайте индикатора, както е показано на фиг. 397 и поставете клапана. Разклатете диска на клапана в горната част от една страна на друга и проверете показанията на индикатора. Ако получената стойност е по-голяма от 1,3 mm, сменете водача на клапана. Тъй като разликата в размера между всмукателния и изпускателния клапан е много малка, внимавайте много да не объркате всмукателния и изпускателния клапан и ги поставяйте само в съответните отвори.
След шлайфане главата на цилиндъра може да се използва, ако има малки драскотини между леглата на клапаните, при условие че драскотините не са по-широки от 0,5 мм.
За да подмените водача на клапана, натиснете навън стария водач на клапана, като използвате подходящ накрайник от страната на разпределителния вал на главата на цилиндъра. Ако забележите, че водачите на клапаните са залепени, тогава те трябва да бъдат изтласкани от страната на горивната камера (сменените втулки имат завинтена връзка). Главата на цилиндъра може да се нагрее, за да се улесни тази работа. Върху поансона на водача на клапана завийте цапфа, която пасва на вътрешността на водача на клапана.
Ако водачът на клапана трябва да бъде сменен, сменете клапана с него. След това смилайте леглата на клапаните.
Смажете добре новите водачи на клапаните с масло и ги натиснете от страната на разпределителните валове в студената глава на цилиндъра, така че рамото на водача на клапана да влезе в главата на цилиндъра. Притискащото налягане не трябва да надвишава 1 t, в противен случай маншетът може да се скъса.
След като натиснете водача на клапана, обработете го със специален райбер. Обработете направляващите втулки на всмукателните и изпускателните клапани с райбер 8,0 mm. Това автоматично ще получи правилната хлабина на водачите на клапаните.
Внимание! Ако водачите на клапаните са сменени, леглата на клапаните трябва да се фрезоват.
Седла на клапани
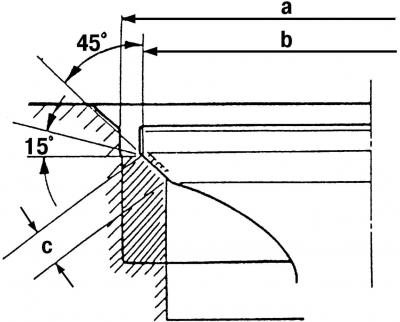
Фиг. 398. Тип седалка на клапана (Стойностите на показаните измервания са дадени в таблицата за регулиране и контрол.): a - диаметър на седалката на клапана; b - диаметър на главата на клапана; c - ширина на леглото на клапана
Обработете леглата на клапаните в съответствие с показаните на фиг. 398 размери. Проверете всички легла на клапаните за износване и драскотини. Лекото износване може да се отстрани с фреза (45°). Ако седлото е силно износено, фрезовайте отново леглата на клапана. Както вече беше споменато, ако втулките на клапаните са сменени, тогава леглата на клапаните трябва да бъдат припокрити.
Направете следните измервания, за да определите преработения размер на седлото на клапана:
- поставете вентила в неговата водеща втулка и натиснете леглото на клапана;
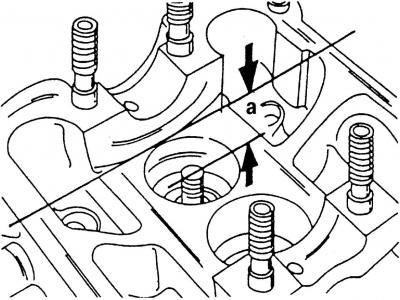
Фиг. 399. Измерване на дълбочина a по време на преработка на легла на клапани (показано със стрелки)
- измерете интервала a (фиг. 399), между горната част на клапана и горния ръб на главата на цилиндъра;
- Изчислете максималната и минималната допустима стойност на измерената стойност след смилане. На всмукателните клапани трябва да бъде 35,8 мм, на изпускателните - 36,1 мм. Ако минималното разстояние се извади от измерената стойност, тогава ще се получи максимално допустимата стойност. Това ще бъде важно при извършване на работата, описана по-долу.
Седлата на клапаните трябва да бъдат фрезовани, ако са монтирани нови водещи втулки. За целта са ви необходими:
- фрезовайте горния ръб на леглото на клапана (фиг. 398) с фреза под ъгъл 45°, а след това с фреза под ъгъл 15°, за да намалите ширината на леглото на клапана и да приведете то до 2,7 mm - за вход и 2, 05 mm - за изпускателни клапани. Обработката трябва да бъде спряна веднага щом размерите на леглото на клапана достигнат определените размери. Седлата на изпускателните клапани имат ограничители на диаметъра. Когато обработвате, внимавайте да не повредите тези ограничители;
- за да не пробиете прекалено много леглата на клапаните в главата на цилиндъра, не забравяйте да направите измерванията, описани по-горе;
Фиг. 400. Притискащ клапан
- шлайфайте обработените легла на клапаните. За да направите това, нанесете малко количество паста за прилепване върху леглото на клапана и монтирайте клапана в подходящото място. Въртене напред и назад (фиг. 400) мелене;
- След прилепване внимателно почистете всички части от мръсотия и паста за прилепване и проверете леглото на клапана на мястото на диска на клапана и О-пръстена. От двете части трябва да се вижда непрекъснат непрозрачен пръстен;
- начертайте няколко линии с молив върху пръстена в пластината на клапана. Около пръстена трябва да се начертаят тирета на интервали от приблизително 1 мм. След това внимателно поставете клапана в направляващата втулка, спуснете го върху седалката и го завъртете на 90 °, като прилагате лека сила върху клапана;
- Отстранете клапана и проверете дали линиите с молив върху О-пръстена са изчезнали.
Ако ширината на леглото на клапана съответства на посочените размери, тогава главата на цилиндъра може да бъде монтирана. В противен случай трябва да се преработят леглата на клапаните или най-малкото да се монтира нова глава на цилиндъра.
Вентили
Малки повреди по повърхността на главите на клапаните могат да бъдат поправени чрез притискане на клапаните в леглата на главата на цилиндъра, както вече беше описано.
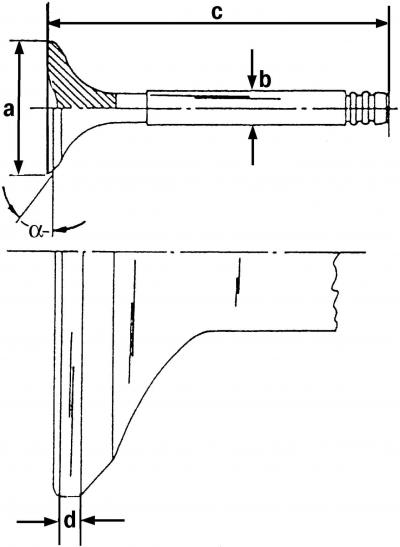
Фиг. 401. Основните размери на клапаните. Вижте таблицата с настройките и управлението за точните стойности. Стойността на d не може да бъде по-малка от минималната номинална стойност на този размер: a - диаметър на диска на клапана; b - диаметър на стеблото на клапана, c - дължина на клапана; d - ръб на клапанния диск; а = 45°
Направете измервания (фиг. 401) и сменете всички клапани, които не отговарят на тези размери. Можете да вземете стойностите, съответстващи на обозначенията a, b и c, от таблицата с допустими отклонения и контрол.
Ако краищата на стъблата на клапаните са износени, те могат да бъдат шлайфани на шлифовъчна машина, при условие че по време на шлайфането не се отстранява повече от 0,5 mm материал.
Дисковете на всмукателния клапан могат да бъдат шлифовани на машина за шлифоване на клапани, при условие че стойността на b (фиг. 401) е не по-малка от 0,5 mm.
Шлифоването на машината не е разрешено за изпускателни клапани, тъй като те са изработени от специален материал. Само чрез прилепване с паста изпускателните и всмукателните клапани могат да бъдат възстановени до нормални или, в противен случай, сменени.
Цилиндрова глава
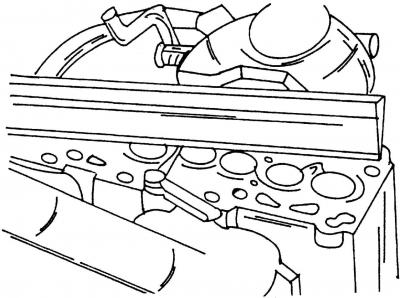
Фиг. 402. Проверка на главата на цилиндъра за деформация с линийка за измерване и сонда
Почистете добре съединителните повърхности на главата на цилиндъра и блока на цилиндъра и проверете повърхността на главата на цилиндъра за деформация. За да направите това, поставете измервателна линийка на главата (фиг. 402) и използвайте измервателна сонда, за да проверите хлабината по дължина, напречно и по диагонал. Ако измервателният уред може да се вмъкне повече от 0,1 mm, тогава главата на цилиндъра трябва да се шлайфа. Ако празнината на някое място е по-голяма, тогава главата на цилиндъра трябва да се смени, тъй като премахването на по-голям слой метал е неприемливо. Деформация на повърхността на главата на цилиндъра може да възникне например при прегряване на двигателя.
Разпределителен вал
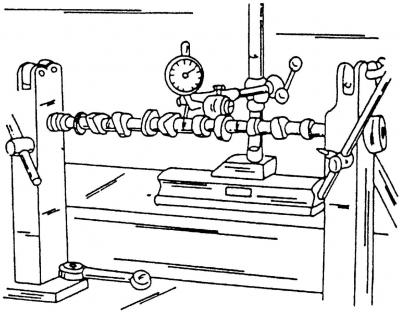
Фиг. 403. Проверка на биенето на разпределителния вал
За да определите износването на разпределителния вал, го затегнете, както е показано на фиг. 403 и монтирайте индикатора на шийката на централния лагер. Ако манометърът показва отклонение от повече от 0,01 mm, тогава разпределителният вал е деформиран и трябва да бъде заменен.
Проверете шийките на разпределителния вал за повреди.
Фиг. 404. Измерване на аксиалната хлабина на разпределителния вал
За да измерите аксиалната хлабина на разпределителния вал, поставете разпределителния вал в главата на цилиндъра (без тласкачи) и го закрепете с външните лагерни капачки. Поставете главата на цилиндъра върху гладка повърхност. Монтирайте индикатора на крайната повърхност (фиг. 404) и преместете вала напред и назад по посока на оста. Пролуката не трябва да бъде повече от 0,15 mm. В противен случай опорната повърхност на лагерния капак е износена.
Коментари на посетители