
Verificarea arcurilor supapelor
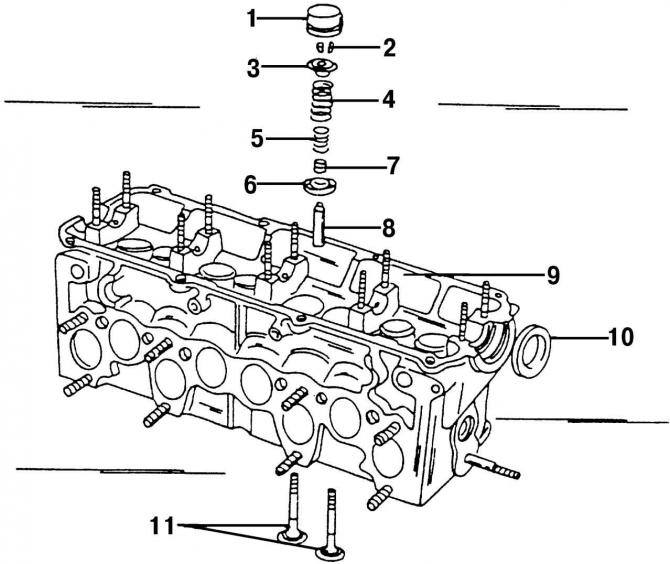
Orez. 396. Detalii supape: 1 - împingător poppet; 2 - jumătate din teșirea conică a supapei; 3 - placa superioară a arcului supapei; 4 - arc supapă extern; 5 - arc ventil intern; 6 - scaunul inferior al arcului supapei; 7 - capac deflector ulei; 8 - manșon de ghidare a supapei; 9 - chiulasa; 10 - etanșare arbore cu came; 11 - supape
Arcurile supapelor sunt verificate în același mod ca și pentru un motor pe benzină (detaliile supapei sunt prezentate în fig. 396).
Ghidajele supapelor
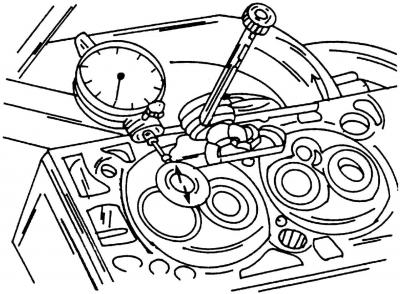
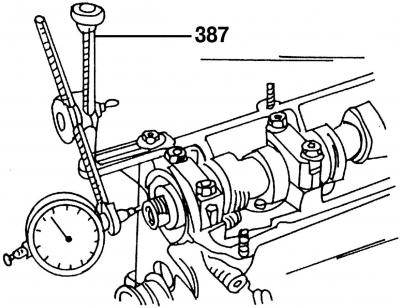
Orez. 397. Verificarea indicatorului de joc tija supapei din ghidajul supapei
Instalați indicatorul așa cum se arată în fig. 397 și introduceți supapa. Balanțați discul supapei în partea de sus dintr-o parte în alta și verificați citirea indicatorului. Dacă valoarea obținută este mai mare de 1,3 mm, înlocuiți ghidajul supapei. Deoarece diferența de dimensiune dintre supapele de admisie și evacuare este foarte mică, aveți mare grijă să nu confundați supapele de admisie și evacuare și introduceți-le doar în orificiile corespunzătoare.
Dupa slefuire, chiulasa poate fi folosita daca are mici zgarieturi intre scaunele supapei, cu conditia ca zgarieturile sa nu fie mai late de 0,5 mm.
Pentru a înlocui ghidajul supapei, apăsați pe vechiul ghidaj al supapei folosind o deriva adecvată din partea laterală a arborelui cu came a chiulasei. Dacă observați că ghidajele supapelor sunt lipite, atunci acestea ar trebui să fie stoarse din partea laterală a camerei de ardere (bucșele înlocuite au o prindere cu șuruburi). Chiulasa poate fi incalzita pentru a facilita aceasta lucrare. Pe poansonul ghidajului supapei, înșurubați un trunion care se potrivește cu interiorul ghidajului supapei.
Dacă ghidajul supapei trebuie înlocuit, înlocuiți supapa cu el. Apoi șlefuiți scaunele supapelor.
Ungeți bine noile ghidaje de supapă cu ulei și apăsați-le din partea laterală a arborilor cu came în chiulasa rece, astfel încât umărul ghidajului supapei să intre în chiulasă. Presiunea de presare nu trebuie să fie mai mare de 1 t, altfel gulerul poate fi tăiat.
După apăsarea ghidajului supapei, prelucrați-l cu un alez special. Procesați bucșele de ghidare ale supapelor de admisie și evacuare cu un alez de 8,0 mm. Acest lucru va obține automat jocul corect al ghidajelor supapelor.
Atenţie! Dacă ghidajele supapelor au fost înlocuite, scaunele supapelor trebuie frezate.
Scaune supapelor
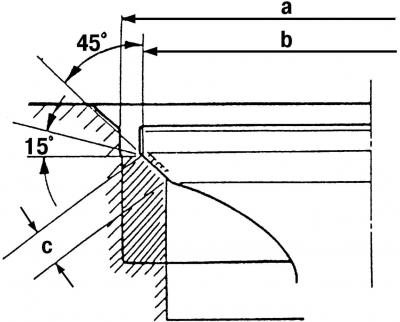
Orez. 398. Tip scaun supapă (Valorile măsurătorilor afișate sunt date în tabelul de ajustări și controale.): a - diametrul scaunului supapei; b - diametrul capului supapei; c - latimea scaunului supapei
Procesați scaunele supapelor în conformitate cu cele prezentate în fig. 398 de dimensiuni. Verificați toate scaunele supapelor pentru uzură și zgârieturi. Uzura ușoară poate fi îndepărtată cu un tăietor (45°). Dacă scaunul este foarte uzat, frezați din nou scaunele supapelor. După cum s-a menționat deja, dacă bucșele supapelor au fost înlocuite, atunci scaunele supapelor trebuie lepate.
Efectuați următoarele măsurători pentru a determina dimensiunea de reluare a scaunului supapei:
- introduceți supapa în manșonul său de ghidare și apăsați pe scaunul supapei;
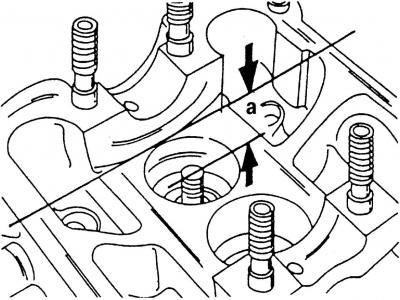
Orez. 399. Măsurarea adâncimii a în timpul reprelucrării scaunelor supapelor (indicat prin săgeți)
- intervalul de măsurare a (orez. 399), între vârful supapei și marginea superioară a chiulasei;
- Calculați valoarea maximă și minimă admisă a valorii măsurate după frezare. Pe supapele de admisie ar trebui să fie 35,8 mm, pe evacuare - 36,1 mm. Dacă distanța minimă este scăzută din valoarea măsurată, atunci se va obține valoarea maximă admisă. Acest lucru va fi important atunci când efectuați lucrările descrise mai jos.
Scaunele supapelor trebuie frezate dacă au fost instalate bucșe de ghidare noi. Pentru asta ai nevoie de:
- Bavuri de 45°și apoi bavuri de 15°pe marginea superioară a scaunului supapei (orez. 398), pentru a reduce lățimea scaunului supapei și a o aduce la 2,7 mm pentru admisie și 2,05 mm pentru supapele de evacuare. Procesarea trebuie oprită imediat ce dimensiunile scaunului supapei au atins dimensiunile specificate. Scaunele supapelor de evacuare au limitatoare de diametru. La procesare, aveți grijă să nu deteriorați aceste opritoare;
- pentru a nu găuri prea mult scaunele supapelor din chiulasă, asigurați-vă că efectuați măsurătorile descrise mai sus;
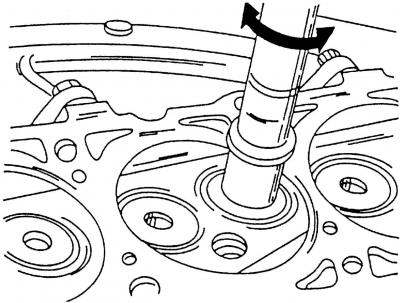
Orez. 400. Slefuire supape
- șlefuiți scaunele supapelor prelucrate. Pentru a face acest lucru, aplicați o cantitate mică de pastă de lepătură pe scaunul supapei și instalați supapa în locul corespunzător. Rotirea înainte și înapoi (orez. 400) efectuați șlefuirea;
- după șlefuire, curățați cu atenție toate părțile de murdărie și pasta de leuit și verificați scaunul supapei în locul discului supapei și al inelului de etanșare. Un inel opac continuu ar trebui să fie vizibil pe ambele părți;
- trageți câteva linii cu un creion pe inelul din placa supapei. În jurul inelului trebuie desenate liniuțe la intervale de aproximativ 1 mm. După aceea, introduceți cu atenție supapa în manșonul de ghidare, coborâți-o pe scaun și întoarceți-o cu 90°, aplicând o ușoară forță pe supapă;
- scoateți supapa și verificați dacă liniile creionului din inelul O au dispărut.
Dacă lățimea scaunului supapei corespunde dimensiunilor specificate, atunci poate fi instalată chiulasa. În caz contrar, scaunele supapelor trebuie reluate sau, cel puțin, trebuie montată o nouă chiulasă.
Supape
Deteriorările minore ale suprafeței capetelor de supape pot fi reparate prin lipirea supapelor în scaunele chiulasei, așa cum este deja descris.
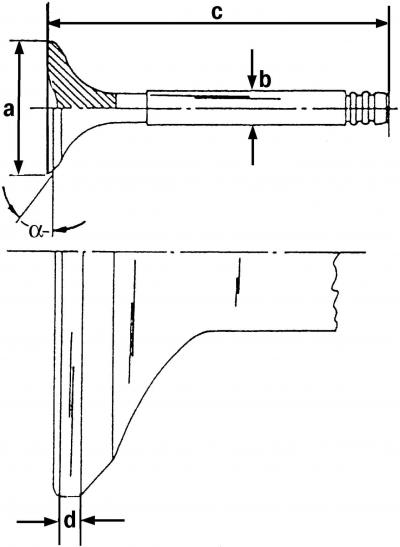
Orez. 401. Dimensiunile principale ale supapelor. Consultați tabelul de ajustări și control pentru valorile exacte. Valoarea lui d nu poate fi mai mică decât valoarea nominală minimă a acestei dimensiuni: a - diametrul discului supapei; b - diametrul tijei supapei, c - lungimea supapei; d - marginea discului supapei; a = 45°
Faceți măsurători (orez. 401) și înlocuiți orice supape nedimensionate. Puteți lua valorile corespunzătoare denumirilor a, b și c din tabelul de toleranțe și control.
Dacă capetele tijelor supapelor sunt uzate, acestea pot fi șlefuite pe o mașină de șlefuit, cu condiția ca în timpul șlefuirii să nu fie îndepărtate mai mult de 0,5 mm de material.
Discurile supapelor de admisie pot fi șlefuite pe un șlefuitor cu supapă, cu condiția ca valoarea lui b (orez. 401) va fi mai mic de 0,5 mm.
Măcinarea pe mașină nu este permisă pentru supapele de evacuare, deoarece acestea sunt realizate dintr-un material special. Numai prin lepare cu pastă supapele de evacuare și admisie pot fi restabilite la normal sau, în caz contrar, înlocuite.
Cap cilindru
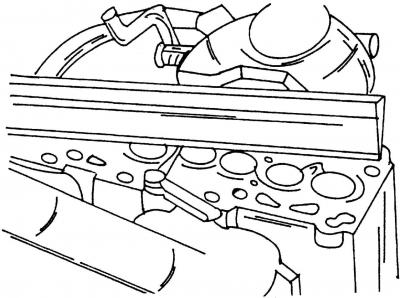
Orez. 402. Verificarea chiulasei pentru deformare folosind o riglă de măsurare și un calibre
Curățați bine suprafețele de îmbinare ale chiulasei și blocului cilindrului și verificați suprafața chiulasei pentru deformare. Pentru a face acest lucru, puneți o riglă de măsurare pe cap (orez. 402) și utilizați un ecartament pentru a verifica jocul pe lungime, transversal și în diagonală. Dacă ecartamentul poate fi introdus mai mult de 0,1 mm, atunci chiulasa trebuie șlefuită. Dacă golul în orice loc este mai mare, atunci chiulasa trebuie înlocuită, deoarece îndepărtarea unui strat mai mare de metal este inacceptabilă. Deformarea suprafeței chiulasei poate apărea, de exemplu, atunci când motorul se supraîncălzi.
Arbore cu came
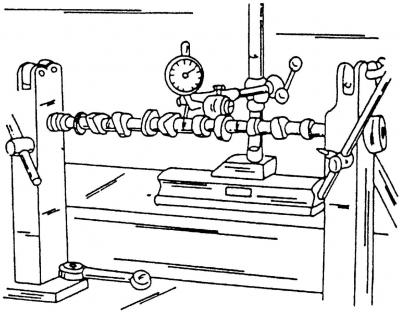
Orez. 403. Verificarea deformarii arborelui cu came
Pentru a determina uzura arborelui cu came, fixați-l, așa cum se arată în fig. 403 și instalați indicatorul pe pivotul lagărului central. Dacă gabaritul arată o abatere mai mare de 0,01 mm, atunci arborele cu came este deformat și trebuie înlocuit.
Verificați suporturile arborelui cu came pentru a vedea dacă nu sunt deteriorate.
Orez. 404. Măsurarea jocului axial al arborelui cu came
Pentru a măsura jocul axial al arborelui cu came, introduceți arborele cu came în chiulasă (fără împingătoare) și fixați-l cu capacele exterioare ale rulmentului. Așezați chiulasa pe o suprafață netedă. Montați indicatorul pe partea de capăt (orez. 404) și deplasați arborele înainte și înapoi în direcția axei. Distanța nu trebuie să depășească 0,15 mm. În caz contrar, suprafața de sprijin a capacului rulmentului este uzată.
Comentariile vizitatorilor