
Перевірка клапанних пружин
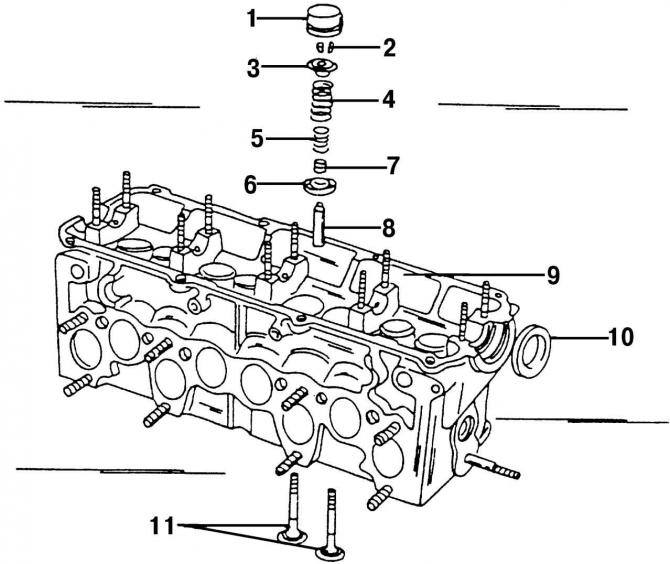
Мал. 396. Деталі клапанів: 1 - тарілчастий штовхач; 2 – половини конічної фаски клапана; 3 – верхня тарілка клапанної пружини; 4 – зовнішня клапанна пружина; 5 – внутрішня клапанна пружина; 6 – нижнє сідло клапанної пружини; 7 - масловідбивальний ковпачок; 8 - напрямна втулка клапана; 9 – головка блоку циліндрів; 10 - сальник розподільчого валу; 11 - клапани
Перевірка клапанних пружин здійснюється так само, як і для бензинового двигуна (деталі клапанів показано на рис. 396).
Напрямні втулки клапанів
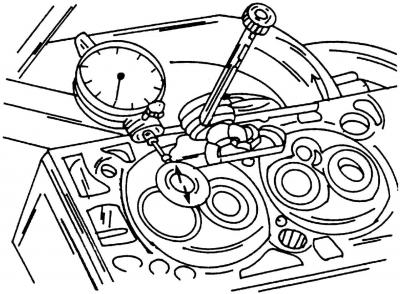
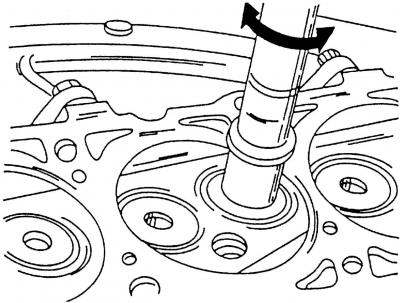
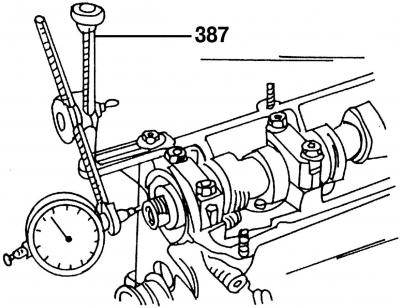
Мал. 397. Перевірка індикатором зазору стрижня клапана у напрямній втулці клапана
Встановіть індикатор, як показано на рис. 397 і вставте клапан. Покачайте тарілку клапана у верхній частині з боку на бік і перевірте показання індикатора. Якщо отримана величина більша ніж 1,3 мм, замініть напрямну втулку клапана. Так як різниця в розмірах між впускними та випускними клапанами дуже незначна, то будьте дуже уважні, щоб не переплутати впускні та випускні клапани та вставляйте їх лише у відповідні отвори.
Можна використовувати після шліфування головку блоку циліндрів, якщо на ній є маленькі подряпини між сідлами клапанів, за умови, що подряпини не ширші за 0,5 мм.
Для заміни напрямної втулки клапана видавіть стару втулку за допомогою відповідної оправки розподільчого валу головки блоку циліндрів. Якщо ви помітите, що напрямні втулки клапанів мають скріплення, їх слід видавлювати з боку камери згоряння (замінені втулки мають прикручене скріплення). Головка блоку циліндрів може бути нагріта для того, щоб полегшити роботу. На призначений для випресування напрямної втулки клапана пробійник прикрутіть цапфу, яка підходить за розміром до внутрішньої сторони втулки направляючої клапана.
Якщо необхідно замінити напрямну втулку клапана, то разом із нею замініть і сам клапан. Після цього відшліфуйте сідла клапанів.
Нові напрямні втулки клапанів добре змастіть маслом і впресуйте їх з боку розподільних валів в холодну головку блоку циліндрів таким чином, щоб буртик втулки направляючої клапана увійшов в головку блоку циліндрів. Тиск запресування при цьому не повинен бути більшим, ніж 1 т, так як в іншому випадку буртик може бути зрізаний.
Направляючу втулку клапана після запресування обробіть спеціальною розгорткою. Направляючі втулки впускних та випускних клапанів обробіть розгорткою на 8,0 мм. При цьому автоматично вийде правильний проміжок напрямних втулок клапанів.
Увага! Якщо були замінені напрямні втулки клапанів, то сідла клапанів повинні бути відфрезеровані.
Сідла клапана
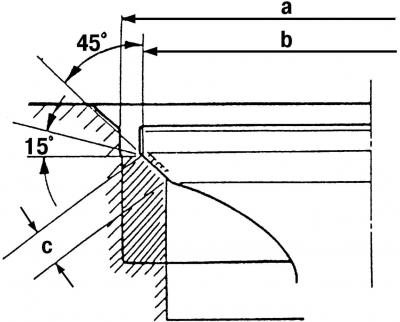
Мал. 398. Вид сідла клапана (Значення показаних вимірювань наведено у таблиці регулювань та контролю.): a - діаметр сідла клапана; b – діаметр головки клапана; c - ширина сідла клапана
Сідла клапанів обробіть відповідно до показаних на рис. 398 розмірами. Перевірте всі сідла клапанів на зношування та наявність подряпин. Легкий знос може бути видалений фрезою (45°). Якщо сідло сильно зношене, сідла клапанів знову відфрезеруйте. Як було зазначено, якщо було замінено втулки клапанів, то сідла клапанів слід обов'язково притирати.
Проведіть такі вимірювання, щоб визначити розмір додаткової обробки для сідла клапана:
- вставте клапан у напрямну втулку і натисніть на сідло клапана;
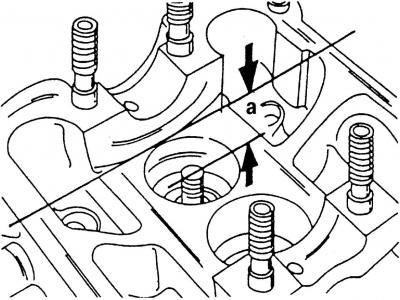
Мал. 399. Вимірювання глибини a при додатковій обробці сідел клапанів (показано стрілками)
- виміряйте інтервал а (Мал. 399), між вершиною клапана та верхнім краєм головки блоку циліндрів;
- вирахуйте максимально та мінімально допустиме після фрезерування значення виміряної величини. На впускних клапанах вона має становити 35,8 мм, на випускних – 36,1 мм. Якщо від виміряної величини відняти мінімальну відстань, буде отримано максимально допустима величина. Це буде важливо під час проведення робіт, які описані далі.
Сідла клапанів слід відфрезерувати у тому випадку, якщо були встановлені нові напрямні втулки. Для цього потрібно:
- обробити фрезою під кутом 45°, а після цього фрезою під кутом 15°верхній край сідла клапана (Мал. 398), щоб зменшувати ширину сідла клапана і довести її до 2,7 мм - для впускних і 2,05 мм - для випускних клапанів. Обробку слід припинити, як тільки розміри сідла клапана досягнуть зазначених розмірів. Сідла випускних клапанів мають обмежувачі діаметра. При проведенні обробки слідкуйте, щоб не пошкодити ці обмежувачі;
- щоб не розточити сідла клапанів у головці блоку циліндрів занадто сильно, обов'язково зробіть описані вище виміри;
Мал. 400. Притирання клапана
- відшліфуйте оброблені сідла клапанів. Для цього нанесіть на сідло клапана невелику кількість пасти для притирання і встановіть клапан у відповідне сідло. Обертальним рухом вперед-назад (Мал. 400) зробіть притирання;
- після притирання ретельно очистіть усі частини від бруду та притиральної пасти та перевірте сідло клапана в місці тарілки клапана та кільця ущільнювача. Має бути безперервне матове кільце на обох деталях;
- нанесіть олівцем кілька рисок на кільці в тарілці клапана. Риси повинні бути намальовані навколо кільця з інтервалом приблизно 1 мм. Після цього обережно вставте клапан у напрямну втулку, опустіть його на сідло і поверніть по колу на 90°, додаючи до клапана невелике зусилля;
- вийміть клапан і перевірте, чи зникли нанесені олівцем лінії з кільця ущільнювача.
Якщо ширина сідла клапана відповідає зазначеним розмірам, головку блоку циліндрів можна встановлювати. В іншому випадку сідла клапанів необхідно обробити повторно або в крайньому випадку встановити нову головку блоку циліндрів.
Клапани
Невеликі пошкодження поверхні тарілок клапанів можуть бути усунені притиранням клапанів у сідлах головки блоку циліндрів, як це вже було описано.
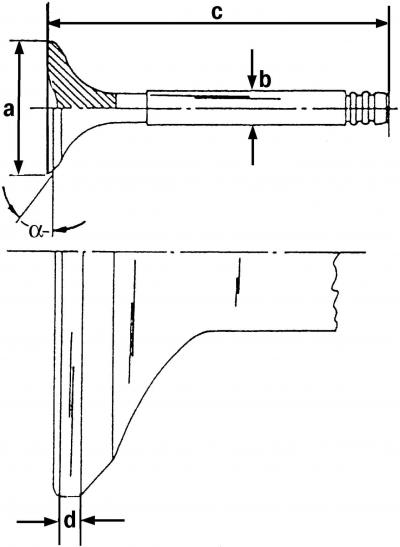
Мал. 401. Основні розміри клапанів. Точні значення величин слід дивитися в таблиці регулювань та контролю. Значення d не може бути меншим за мінімальну номінальну величину цього розміру: a - діаметр тарілки клапана; b – діаметр стрижня клапана, c – довжина клапана; d – край тарілки клапана; a = 45°
Проведіть виміри (Мал. 401) і замініть усі клапани, що не відповідають цим розмірам. Величини, що відповідають позначенням a, b та c, ви можете взяти з таблиці допусків та контролю.
Якщо зношені кінці штоків клапанів, можна відшліфувати їх на шліфувальному верстаті за умови, що при шліфуванні буде знято не більше 0,5 мм матеріалу.
Тарілки впускних клапанів можуть бути відшліфовані на верстаті для шліфування клапанів за умови, що величина b (Мал. 401) буде не менше ніж 0,5 мм.
Шліфування на верстаті неприпустимо для випускних клапанів, оскільки вони виготовлені зі спеціального матеріалу. Тільки притиранням за допомогою пасти можна знову привести випускні та впускні клапани в норму або, інакше, замінити їх.
Головка блоку циліндрів
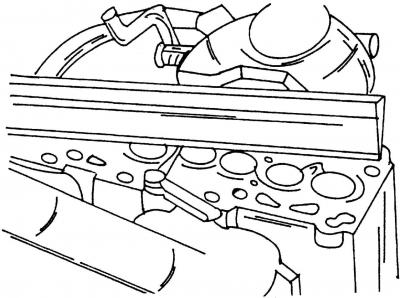
Мал. 402. Перевірка головки блоку циліндрів на деформацію за допомогою вимірювальної лінійки та щупа
Ретельно почистіть площини головки блоку циліндрів і блоку циліндрів, що сполучаються, і перевірте поверхню головки блоку циліндрів на деформацію. Для цього покладіть на головку вимірювальну лінійку (Мал. 402) і за допомогою вимірювального щупа перевірте просвіт вздовж, поперек та по діагоналі. Якщо щуп можна вставити більше ніж на 0,1 мм, головку блоку циліндрів треба шліфувати. Якщо зазор у якомусь місці більше, то головку блоку циліндрів слід замінити, оскільки зняття більшого шару металу неприпустимо. Деформація поверхні головки блоку циліндрів може статися, наприклад, при перегріві двигуна.
Розподільний вал
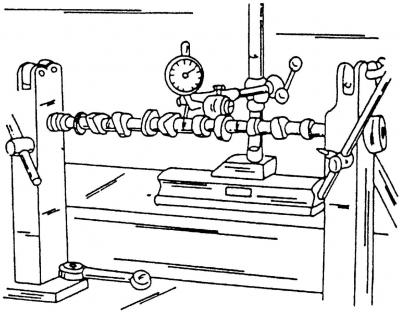
Мал. 403. Перевірка биття розподільчого валу
Для визначення зносу розподільного валу затисніть його, як показано на рис. 403 і встановіть індикатор на шийку центрального підшипника. Якщо прилад покаже відхилення більше 0,01 мм, то розподільний вал деформований, і його необхідно замінити.
Перевірте шийки розподільного валу на наявність пошкоджень.
Мал. 404. Вимірювання осьового зазору розподільчого валу
Для вимірювання осьового зазору розподільного валу вкладіть розподільний вал у головку блоку циліндрів (без штовхачів) і закріпіть його крайніми кришками підшипників. Встановіть головку блоку циліндрів на гладку поверхню. Встановіть індикатор на торцевій поверхні (Мал. 404) і посуньте вал вперед назад у напрямку осі. Зазор не повинен бути більшим за 0,15 мм. В іншому випадку зношена опорна поверхня кришки підшипника.
Коментарі відвідувачів