
Opruge kontrolnih ventila
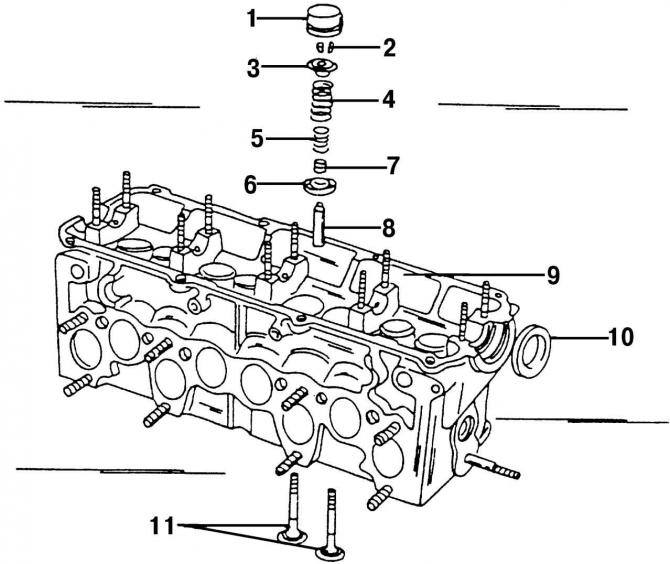
Riža. 396. Detalji ventila: 1 - gurač tanjirača; 2 - polovica konusnog skošenja ventila; 3 - gornja ploča opruge ventila; 4 - vanjska opruga ventila; 5 - unutarnja opruga ventila; 6 - donje sjedište opruge ventila; 7 - kapa deflektora ulja; 8 - rukavac vodilice ventila; 9 - glava cilindra; 10 - brtva bregastog vratila; 11 - ventili
Opruge ventila provjeravaju se na isti način kao i kod benzinskog motora (detalji ventila prikazani su na sl. 396).
Vodilice ventila
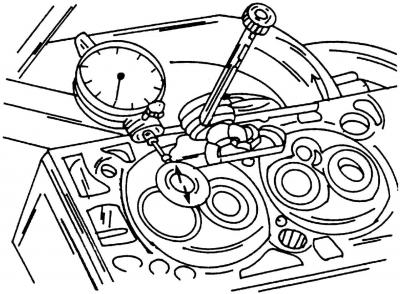
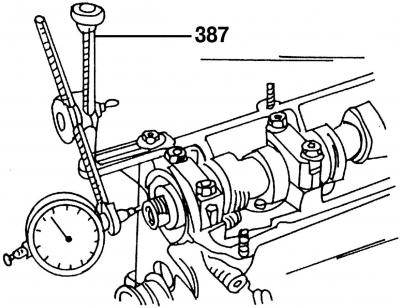
Riža. 397. Provjera indikatora zazora stabla ventila u vodilici ventila
Ugradite indikator kao što je prikazano na sl. 397 i umetnite ventil. Zaljuljajte disk ventila na vrhu s jedne na drugu stranu i provjerite očitanje indikatora. Ako je dobivena vrijednost veća od 1,3 mm, zamijenite vodilicu ventila. Budući da je razlika u veličini između usisnih i ispušnih ventila vrlo mala, budite vrlo oprezni da ne pobrkate usisne i ispušne ventile i umetnite ih samo u odgovarajuće rupe.
Nakon brušenja, glava cilindra se može koristiti ako ima male ogrebotine između sjedišta ventila, pod uvjetom da ogrebotine nisu šire od 0,5 mm.
Za zamjenu vodilice ventila, istisnite staru vodilicu ventila pomoću prikladnog zavoja sa strane bregastog vratila glave cilindra. Ako primijetite da su vodilice ventila zalijepljene, treba ih istisnuti sa strane komore za izgaranje (zamijenjene čahure imaju vijčano pričvršćivanje). Glava cilindra se može zagrijati kako bi se olakšao ovaj posao. Na proboj vodilice ventila pričvrstite klin koji odgovara unutrašnjosti vodilice ventila.
Ako treba zamijeniti vodilicu ventila, zamijenite ventil s njom. Zatim brusite sjedišta ventila.
Nove vodilice ventila dobro namažite uljem i pritisnite ih sa strane bregastog vratila u hladnu glavu motora tako da rub vodilice ventila uđe u glavu motora. Pritisak prešanja ne smije biti veći od 1 t, jer se u suprotnom prsten može odrezati.
Nakon pritiskanja vodilice ventila, obradite je posebnim razvrtačem. Obradite vodeće čahure usisnih i ispušnih ventila razvrtačem od 8,0 mm. Time će se automatski dobiti točan zazor vodilica ventila.
Pažnja! Ako su vodilice ventila zamijenjene, sjedišta ventila moraju se izglodati.
Sjedišta ventila
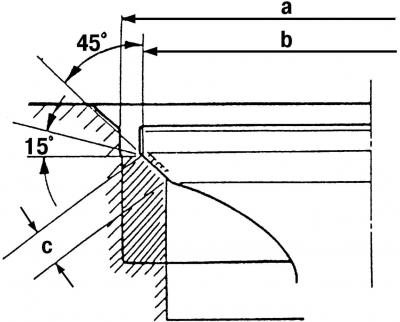
Riža. 398. Vrsta sjedišta ventila (Vrijednosti prikazanih mjerenja dane su u tablici podešavanja i kontrola.): a - promjer sjedišta ventila; b - promjer glave ventila; c - širina sjedišta ventila
Obradite sjedišta ventila u skladu s onima prikazanima na sl. 398 veličine. Provjerite sva sjedišta ventila na istrošenost i ogrebotine. Lagana istrošenost može se ukloniti rezačem (45°). Ako je sjedište jako istrošeno, ponovno izglodajte sjedišta ventila. Kao što je već spomenuto, ako su čahure ventila zamijenjene, tada se sjedišta ventila moraju preklopiti.
Poduzmite sljedeća mjerenja kako biste odredili prerađenu veličinu sjedišta ventila:
- umetnite ventil u njegovu vodeću čahuru i pritisnite sjedište ventila;
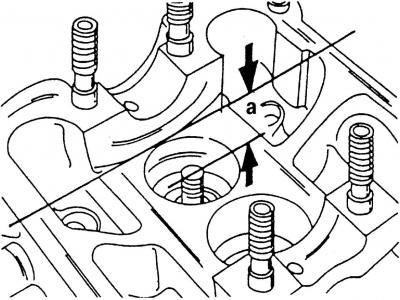
Riža. 399. Mjerenje dubine a tijekom prerade sjedišta ventila (prikazano strelicama)
- interval mjerenja a (riža. 399), između vrha ventila i gornjeg ruba glave cilindra;
- Izračunajte najveću i najmanju dopuštenu vrijednost izmjerene vrijednosti nakon mljevenja. Na usisnim ventilima trebao bi biti 35,8 mm, na ispušnim - 36,1 mm. Ako se minimalna udaljenost oduzme od izmjerene vrijednosti, tada će se dobiti najveća dopuštena vrijednost. Ovo će biti važno prilikom izvođenja radova opisanih u nastavku.
Sjedišta ventila moraju se izglodati ako su postavljene nove vodilice. Za ovo vam je potrebno:
- 45°brus, a zatim 15°brus na gornjem rubu sjedišta ventila (riža. 398), smanjiti širinu sjedišta ventila i dovesti je na 2,7 mm za usisne i 2,05 mm za ispušne ventile. Obradu treba prekinuti čim dimenzije sjedišta ventila dostignu zadane dimenzije. Sjedišta ispušnih ventila imaju graničnike promjera. Prilikom obrade pazite da ne oštetite ove graničnike;
- kako ne biste previše bušili sjedišta ventila u glavi cilindra, svakako napravite gore opisana mjerenja;
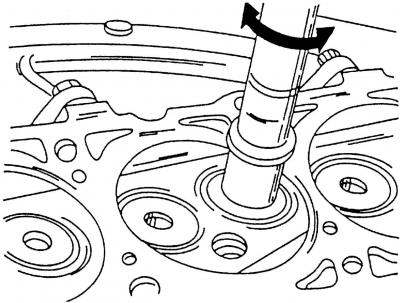
Riža. 400. Brušenje ventila
- brusiti strojno obrađena sjedišta ventila. Da biste to učinili, nanesite malu količinu paste za lepljenje na sjedište ventila i ugradite ventil u odgovarajuće sjedište. Rotirajući naprijed-natrag (riža. 400) izvršiti mljevenje;
- nakon lepljenja, pažljivo očistite sve dijelove od prljavštine i paste za lepljenje i provjerite sjedište ventila umjesto diska ventila i brtvenog prstena. Neprekidni neprozirni prsten trebao bi biti vidljiv na oba dijela;
- nacrtajte nekoliko linija olovkom na prstenu u ploči ventila. Oko prstena treba nacrtati crtice u razmacima od približno 1 mm. Nakon toga pažljivo umetnite ventil u čahuru vodilice, spustite ga na sjedište i okrenite ga za 90°, primjenjujući malu silu na ventil;
- uklonite ventil i provjerite jesu li crte olovke s o-prstena nestale.
Ako širina sjedišta ventila odgovara navedenim dimenzijama, tada se može ugraditi glava cilindra. U suprotnom, sjedišta ventila moraju se preraditi ili, u najmanju ruku, mora se ugraditi nova glava cilindra.
Ventili
Manja oštećenja na površini glava ventila mogu se popraviti lapanjem ventila u sjedištima glave motora, kao što je već opisano.
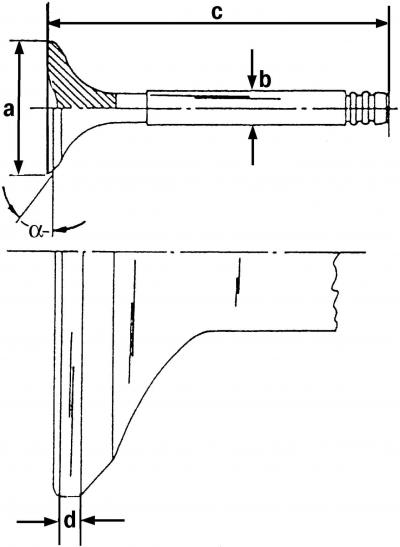
Riža. 401. Glavne dimenzije ventila. Pogledajte tablicu podešavanja i kontrole za točne vrijednosti. Vrijednost d ne može biti manja od minimalne nazivne vrijednosti ove dimenzije: a - promjer diska ventila; b - promjer stabla ventila, c - duljina ventila; d - rub diska ventila; a = 45°
Uzmi mjerenja (riža. 401) i zamijenite sve ventile izvan veličine. Možete uzeti vrijednosti koje odgovaraju oznakama a, b i c iz tablice tolerancija i kontrole.
Ako su krajevi šipki ventila istrošeni, mogu se brusiti na stroju za mljevenje, pod uvjetom da se tijekom brušenja ne ukloni više od 0,5 mm materijala.
Diskovi ulaznog ventila mogu se brusiti na brusilici ventila, pod uvjetom da vrijednost b (riža. 401) bit će manji od 0,5 mm.
Brušenje na stroju nije dopušteno za ispušne ventile, jer su izrađeni od posebnog materijala. Ispušni i usisni ventili mogu se vratiti u normalu ili, u suprotnom, zamijeniti samo prevlačenjem paste.
Glava cilindra
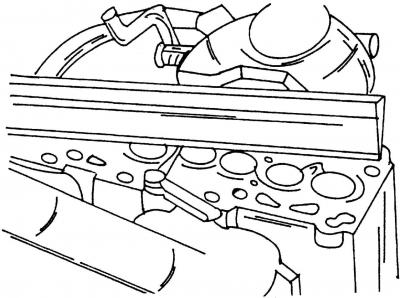
Riža. 402. Provjera deformacije glave cilindra pomoću mjernog ravnala i pipa
Temeljito očistite spojne površine glave cilindra i bloka cilindra i provjerite ima li na površini glave cilindra deformacija. Da biste to učinili, stavite mjerno ravnalo na glavu (riža. 402) i upotrijebite mjerač za provjeru zazora po dužini, poprečno i dijagonalno. Ako se mjerač može umetnuti više od 0,1 mm, tada se glava cilindra mora brusiti. Ako je razmak na bilo kojem mjestu veći, tada treba zamijeniti glavu cilindra, jer je uklanjanje većeg sloja metala neprihvatljivo. Do deformacije površine glave cilindra može doći, na primjer, kada se motor pregrije.
Bregasto vratilo
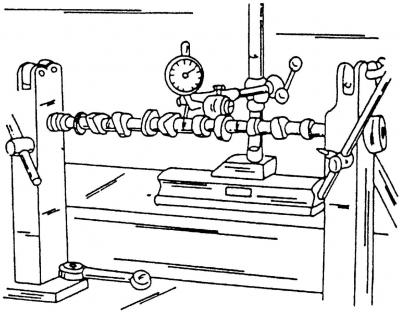
Riža. 403. Provjera odstupanja bregastog vratila
Da biste odredili istrošenost bregastog vratila, stegnite ga, kao što je prikazano na sl. 403 i ugradite indikator na središnji rukavac ležaja. Ako mjerač pokazuje odstupanje veće od 0,01 mm, tada je bregasto vratilo deformirano i mora se zamijeniti.
Provjerite ima li oštećenja na rukavcima bregastog vratila.
Riža. 404. Mjerenje aksijalnog zazora bregastog vratila
Za mjerenje aksijalne zračnosti bregastog vratila, umetnite bregasto vratilo u glavu cilindra (bez potiskivača) i pričvrstite ga vanjskim poklopcima ležaja. Postavite glavu cilindra na glatku površinu. Postavite indikator na čeonu stranu (riža. 404) te pomiču osovinu naprijed i nazad u smjeru osi. Razmak ne smije biti veći od 0,15 mm. U protivnom dolazi do istrošenosti nosive površine poklopca ležaja.
Komentari posjetitelja