
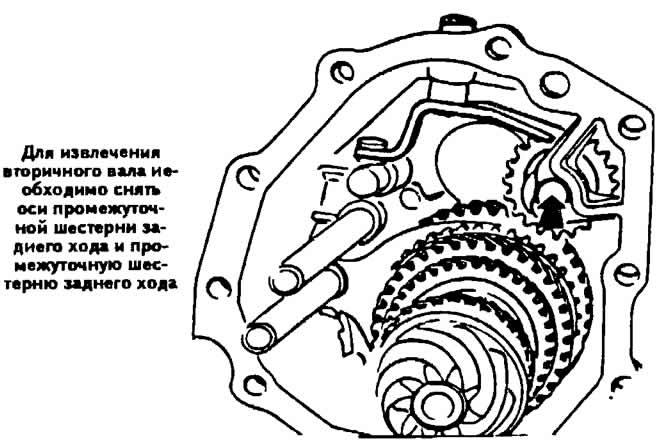
Disassembly
Press the 1st gear gear, shim and ball bearing inner ring on a press with a mandrel.
Remove needle bearing with inner sleeve and 1st gear synchronizer block.
Press the 2nd gear gear, needle bearing, 2nd gear synchronizer ring and 1st and 2nd gear synchronizer using a special puller or on a press using a mandrel.
Remove the snap ring and press the 3rd gear gear on a press or with a special puller.
Press the stationary gear of the IV gear on a press using the appropriate tool and remove the inner ring of the bearing with cylindrical rollers, having previously removed the gear retaining ring on the gearbox type 014 II.
Check the technical condition of the output shaft parts and, if necessary, replace worn or damaged parts.
Assembly
Note. Before installation, do not lubricate the gears of the III and IV gears and the output shaft with oil.
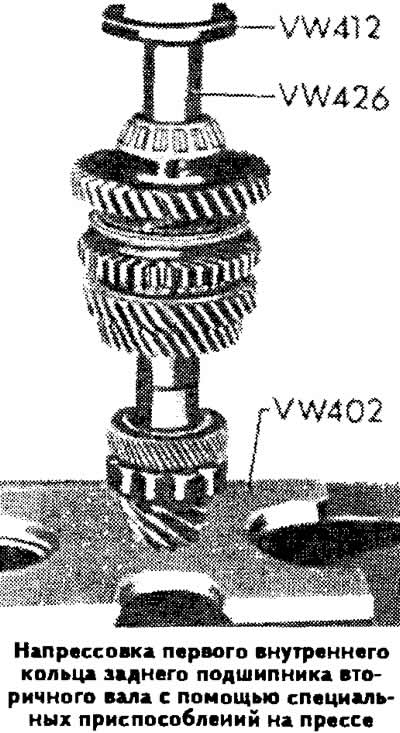
Press inner bearing race with cylindrical rollers onto output shaft.
Using a press, press the gear of the fourth gear onto the shaft until it stops, preheating it to 120°C on the heating plate, while the wide shoulder of the gear should be facing the head of the drive gear of the main gear.
On the gearbox type 014 II, install the retaining ring of the fourth gear, choosing the thickest of the rings supplied as spare parts (see subsection «Design and specifications»).
Heat the third gear gear to a temperature of 120°C, press it on the press until it stops, directing the wide bead of the gear towards the fourth gear.
Install the retaining ring of the third gear gear, choosing the thickest of the rings supplied as spare parts (see subsection «Design and specifications»).
Install needle bearing.
Install the gear of the 2nd gear and the synchronizer blocking ring, after checking with a set of probes the axial clearance between the end of the blocking ring and the end of the ring gear of the gear synchronizer.
Assemble the sliding clutch and the hub of the synchronizer of the 1st and 2nd gears; when installing, point the groove of the hub towards the gear of the 1st gear. Install the crackers and put on the synchronizer springs, placing their connectors at an angle of 120°C relative to each other and inserting the curved ends of the springs into the grooves of the crackers.
Press the synchronizer of 1st and 2nd gears onto the shaft using a press.
Install the 1st gear inner bush and needle bearing.
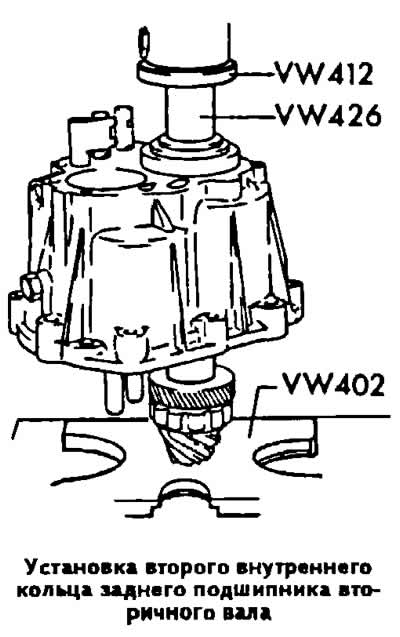
Press the roller bearing inner race onto the shaft with a press.
Note. When replacing a bearing, install a new adjusting ring along with the outer ring, having previously calculated the thickness (see «Adjusting the distance between the axle of the differential and the end face of the drive gear»).

Visitor comments