
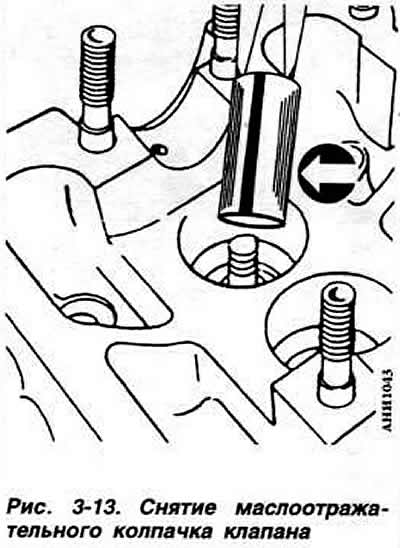
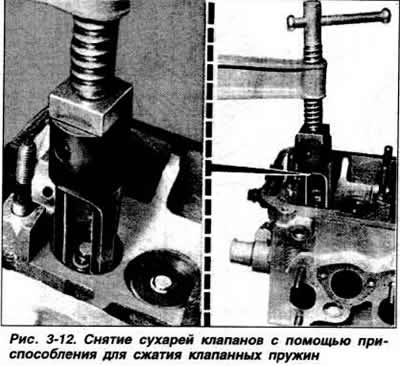
Зняць гідраўлічныя штурхачы клапанаў. З дапамогай прынады для сціску затамкавых спружын VW 20 37 зняць сухары, затамкавыя спружыны, талеркі і апорныя шайбы спружын. Зняць маслоотражательные каўпачкі (мал. 3-13). Выняць клапаны.
Для праверкі тэхнічнага стану галоўкі цыліндраў прамыць дэталі галоўкі цыліндраў бензінам ці трихлорэтиленом. Праверыць ступень зносу накіроўвалых утулак клапанаў. Для гэтага ўставіць новы клапан у накіроўвалую ўтулку так. каб тарэц стрыжня клапана быў заподлицо з беражком накіроўвалай утулкі, і вымераць зазор паміж накіроўвалай утулкай і стрыжнем клапана з дапамогай прынады VW 387 з індыкатарам. Калі зазор паміж накіроўвалай утулкай і стрыжнем впускнога або выпускнога клапана перавышае 1,3 мм, замяніць накіроўвалыя ўтулкі. У запасныя часткі накіравальныя ўтулкі клапанаў пастаўляюцца асобна ад галоўкі цыліндраў. Праверыць плоскаснасць спалучаюцца паверхні галоўкі цыліндраў з дапамогай праверачнай лінейкі і набору мацаў або на праверачнай пліце.
Пры выяўленні няплосказгносці спалучанай паверхні больш за 0,1 мм замяніць галоўку цыліндраў. Галоўка цыліндраў шліфаванню не падлягае. Праверыць стан сёдлаў клапанаў і пры неабходнасці прашліфаваць іх. як паказана ніжэй. З дапамогай прынады з індыкатарам VW 387 вымераць зазор паміж накіроўвалай утулкай і стрыжнем клапана.
Шліфаванне сёдлаў клапанаў і галовак клапанаў вырабляецца з дапамогай спецыяльных інструментаў. Лепш за ўсё карыстацца наборам інструментаў "Neway". Пры шліфаванні выконваць паказаныя памеры сёдлаў клапанаў. Кантраляваць таўшчыню які здымаецца металу. Пры перавышэнні гранічна дапушчальнай глыбіні шліфавання замяніць галоўку цыліндраў. У выпадку шліфавання сёдлаў клапанаў для забеспячэння звычайнай працы гідраўлічных штурхачоў клапанаў неабходна вытрымаць мінімальную адлегласць «а» (мал. 3-14) паміж тарцом стрыжня клапана і верхняй плоскасцю галоўкі цыліндраў. Пры неабходнасці прашліфаваць працоўныя фаскі впускных клапанаў, не выходзячы за гранічныя памеры. Выпускныя клапаны шліфаванню не падлягаюць. Дапускаецца толькі іх прыцірка. Пры шліфаванні впускных клапанаў выконваць памер А (мал. 3-15).


Праверыць вышыню абзы галоўкі клапана. Вырабіць прыцірку клапанаў у іх сёдлах. Праверыць герметычнасць клапанаў. Пасля шліфавання і прыціркі клапанаў і сёдлаў старанна ачысціць галоўку цыліндраў.
Зборка галоўкі цыліндраў вырабляецца ў парадку, зваротным разборцы. Перад зборкай старанна ачысціць галоўку цыліндраў і ўсё раней знятыя дэталі. Праверыць ступень зносу размеркавальнага вала, радыяльнае біццё сярэдняй шыйкі вала адносна крайніх, зазор паміж шыйкамі вала і адтулінамі апор і восевае перасоўванне вала. У выпадку замены накіравальных утулак клапанаў вышмараваць новыя ўтулкі маслам і запрасаваць іх у адтуліны лядоўні галоўкі цыліндраў са боку размеркавальнага вала. Высілак запрэсоўкі не павінна перавышаць 1 транспартны сродак.
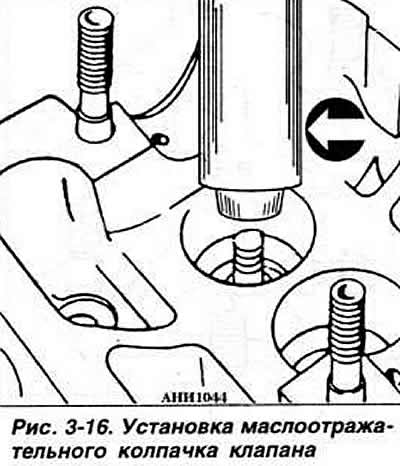
Усталяваць клапаны. Вышмараваць стрыжні клапанаў маторным алеем, надзець на іх маслоотражательные каўпачкі і запрасаваць іх з дапамогай прынады VW 10204 (мал. 3-16). Усталяваць апорныя шайбы затамкавых спружын. Устанавіць затамкавыя спружыны і верхнія талеркі спружын. Усталяваць сухары з дапамогай прынады VW 2037 для сціску затамкавых спружын. Устанавіць гідраўлічныя штурхачы клапанаў, папярэдне вышмараваўшы маторным маслам іх апорныя паверхні. Устанавіць размеркавальны вал у апоры галоўкі цыліндраў, вышмараваўшы маторным алеем шыйкі вала і апоры. Устанавіць вечкі падшыпнікаў № 2 і 4 размеркавальнага вала, зважаючы на правільнае становішча вечкаў адносна восі адтуліны падшыпніка (мал. 3-17), і па чарзе крыж-накрыж зацягнуць гайкі мацавання вечкаў момантам 2.0 кгс·м. Усталяваць крышкі падшыпнікаў № 1,

Каментары наведвальнікаў