
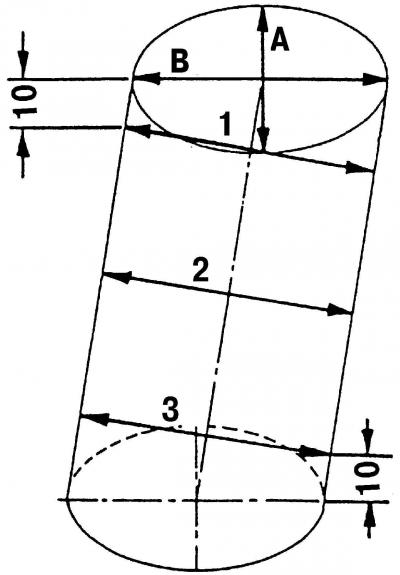
Ryža. 60. Schéma merania vnútorného priemeru valca: 1, 2 a 3 - horná, stredná a spodná zóna valca; A, B - priečny a pozdĺžny smer merania
Skontrolujte, či opotrebenie valcov nepresahuje maximálnu povolenú hodnotu - 0,08 mm. Prečo merať vnútorný priemer valca špeciálnym meracím prístrojom - strmeňom v troch zónach - v hornej, strednej a dolnej časti valca (ryža. 60) v priečnom aj pozdĺžnom smere motora.
Pri meraní horných a dolných zón valca je potrebné ustúpiť 10 mm od ich okrajov. Pri meraní vnútorného priemeru valca je teda potrebné vykonať šesť meraní pre každý valec.
Všetky získané hodnoty by sa mali zaznamenať a porovnať s hodnotami uvedenými v tabuľke úprav a kontroly. Ak je maximálne opotrebenie aspoň jedného z valcov väčšie ako 0,08 mm, vyvŕtajte všetky valce na najbližší opravný rozmer.
Na určenie veľkosti vŕtania valca zmerajte priemer piestu, k získanej hodnote pridajte ďalších 0,03 mm z dôvodu hádzania piestu počas jeho zdvihu a navyše pridajte 0,02 mm na konečné honovanie valca.
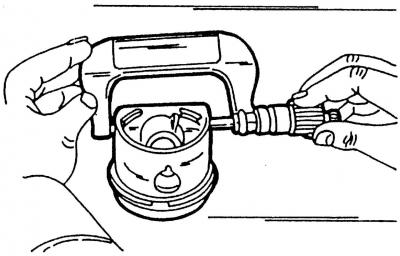
Ryža. 61. Meranie priemeru piestu
Piest má zložitý tvar vonkajšieho povrchu. Preto sa priemer piesta meria mikrometrom vo vzdialenosti 6 mm od okraja plášťa piesta a v pravom uhle k otvorom pre piestne čapy (ryža. 61).
Rozdiel medzi nameraným priemerom piestu a jeho nominálnou hodnotou by nemal presiahnuť 0,04 mm, inak je potrebné namontovať piest so zväčšeným priemerom - veľkosť opravy. Pre motor VR6 sa vyrábajú nadrozmerné piesty s priemerom zväčšeným o 0,5 a 1,0 mm.
Na kontrolu hádzania piesta počas jeho zdvihu zmerajte priemer piesta a vnútorný priemer valca. Vypočítajte rozdiel medzi hodnotami získanými pre každý valec. Ak je rozdiel väčší ako 0,08 mm, potom by sa mali valce vyvŕtať, pretože hádzanie dosiahlo hranicu opotrebenia.
Komentáre návštevníkov