
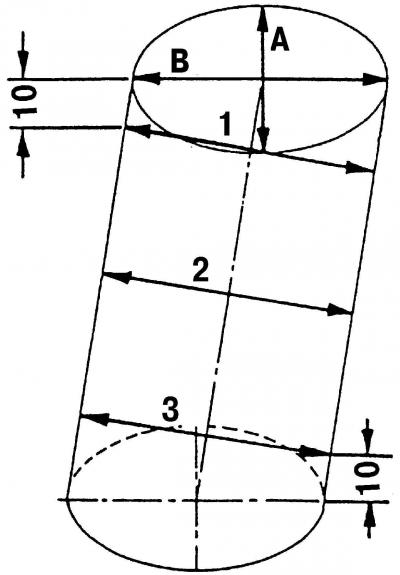
Мал. 60. Схема вимірювання внутрішнього діаметра циліндра: 1, 2 і 3 - верхній, середній та нижній пояси циліндра; А, В - поперечний та поздовжній напрямки вимірювання
Перевірте, чи не перевищує знос циліндрів максимально допустимий – 0,08 мм. Для чого виміряйте внутрішній діаметр циліндра спеціальним вимірювальним приладом – нутрометром у трьох поясах – у верхній, середній та нижній частинах циліндра (Мал. 60) як у поперечному, так і в поздовжньому напрямках двигуна.
При вимірі верхнього та нижнього поясів циліндра слід відступати на 10 мм від країв. Таким чином, при вимірюванні внутрішнього діаметра циліндра необхідно провести шість вимірів на кожен циліндр.
Усі отримані значення слід записати та порівняти з величинами, наведеними в таблиці регулювань та контролю. Якщо максимальна величина зносу хоча б одного з циліндрів більша за 0,08 мм — розточіть усі циліндри до найближчого ремонтного розміру.
Для визначення величини розточування циліндра виміряйте діаметр поршня, до отриманого значення додайте ще 0,03 мм за рахунок биття поршня при його ході і, крім того, додайте 0,02 мм для заключного хонінгування циліндра.
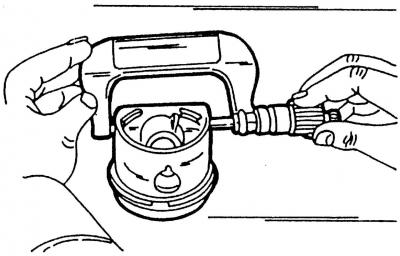
Мал. 61. Вимірювання діаметра поршня
Поршень має складну форму зовнішньої поверхні. Тому діаметр поршня вимірюється мікрометром на відстані 6 мм від краю спідниці поршня і під прямим кутом по відношенню до отворів для поршневого пальця (Мал. 61).
Різниця між виміряним діаметром поршня та його номінальним значенням не повинна перевищувати 0,04 мм, інакше необхідно встановити поршень із збільшеним діаметром – ремонтним розміром. Для двигуна VR6 поршні ремонтних розмірів виготовляються із збільшеним на 0,5 та 1,0 мм діаметром.
Для перевірки биття поршня при його ході заміряйте діаметр поршня та внутрішній діаметр циліндра. Розрахуйте різницю між отриманими величинами для кожного циліндра. Якщо різниця буде більше 0,08 мм, то циліндри слід розточити, оскільки биття досягло межі зношування.
Коментарі відвідувачів