
На аўтамабілях з сістэмай упырску паліва адлучыць шланг падачы паветра ад корпуса дросельнай засланкі ці агрэгата цэнтральнага ўпырску. Зняць паветраны фільтр. Адлучыць ад карбюратара электрычныя правады і раз'яднаць штэкерныя раздымы карбюратара. Адлучыць электраправодку ад вузлоў і датчыкаў сістэмы плрыска паліва. Адлучыць ад карбюратара трос прывада дросельнай засланкі і вакуумныя шлангі і зняць карбюратар. Зняць впускной трубаправод. Адкруціць фланец прыёмнай трубы глушыцеляў ад выпускнога калектара. Зняць выпускны калектар. Адлучыць пучок правадоў высокай напругі і вывярнуць свечкі запальвання. Адлучыць ад галоўкі цыліндраў шлангі сістэмы астуджэння, якія ідуць да радыятара і ацяпляльніка. Зняць крышку галоўкі цыліндраў. Адкруціць ніты мацавання галоўкі цыліндраў. Зняць галоўку цыліндраў. Ачысціць знятыя дэталі і вонкавым аглядам вызначыць іх стан. Пры ачыстцы спалучаюцца паверхняў галоўкі цыліндраў карыстацца спецыяльнымі мыйнымі сродкамі. Забараняецца выкарыстоўваць у гэтых мэтах прадметы, якія могуць пакідаць драпіны, і абразіўныя матэрыялы.
Пры кожным здыманні галоўкі цыліндраў замяняць ушчыльняльныя пракладкі.
Пры ўсталёўцы галоўкі цыліндраў усталяваць новую пракладку галоўкі цыліндраў пазнакай "Oben" ("Верх") у бок плоскасці галоўкі. Уставіць у адтуліны галоўкі цыліндраў балты 8 і 10 (мал 2-21) або ўсталяваць цэнтровачныя штыфты ў адтуліны для гэтых нітаў у блоку цыліндраў. затым усталяваць галоўку цыліндраў. Устанавіць новыя шайбы і балты мацавання галоўкі цыліндраў.

Паступова зацягнуць ніты мацавання галоўкі цыліндраў, выконваючы паказаны парадак (мал. 2-21) і моманты зацяжкі. Зацяжка нітаў мацавання галоўкі цыліндраў вырабляецца вельмі акуратна. Перад зацяжкай праверыць дакладнасць дынамаметрычнага ключа. Ніты зацягваць на халодным рухавіку ў тры прыёму:
- 1-ы прыём: момантам 4 кгс·м;
- 2-й прыём: момантам 6 кгс·м;
- 3-ці прыём- давярнуць на 180°цвёрдым ключом без прыпынку. Дапускаецца зацяжка ў два прыёмы па 90°.
Папярэджанне. Дадатковая зацяжка нітаў галоўкі цыліндраў, на прагрэтым рухавіку, у рамках абслугоўвання ці пасля рамонту на бензінавых маторы не дапушчаецца.
Усталяваць на месца рамень прывада размеркавальнага вала, як паказана ніжэй. Усталяваць ахоўныя вечкі зубчастага рамяня. Усталяваць рамень прывада генератара і помпы астуджальнай вадкасці, нацяжную планку і адрэгуляваць нацяжэнне рамяня.
Усталяваць выпускны калектар і фланец прыёмнай трубы глушыцеляў. Устанавіць на месца впускной трубаправод і карбюратар. Далучыць да галоўкі цыліндраў шлангі сістэмы астуджэння і апалы салона. Устанавіць крышку галоўкі цыліндраў. Далучыць да карбюратара вакуумныя шлангі, злучыць штэкерныя раздымы, электраправады і трасы кіравання карбюратарам. Падлучыць да сістэмы ўпырску паліва электрараздымы і трубаправоды. Усталяваць паветраны фільтр, свечкі запальвання і правады высокай напругі. Запоўніць сістэму астуджэння рухавіка астуджальнай вадкасцю. Далучыць провад да мінусовай клемы акумулятарнай батарэі. Запусціць рухавік, праслухаць яго працу і пры неабходнасці адрэгуляваць момант запальвання, халасты ход рухавіка.
Разборка, зборка, праверка тэхнічнага стану і рамонт галоўкі цыліндраў
Зняць галоўку цыліндраў, як паказана вышэй, і ўсталяваць на падстаўку. Пры разборцы галоўкі цыліндраў вырабіць пазнакі на якія здымаюцца дэталі, каб пры зборцы паставіць іх на ранейшыя месцы. Вывярнуць свечкі запальвання.
Зняць вечкі падшыпнікаў № 5, 1 і 3 размеркавальнага вала, затым па чарзе крыж-накрыж адкруціць гайкі шпілек мацавання вечкаў падшыпнікаў № 2 і 4.
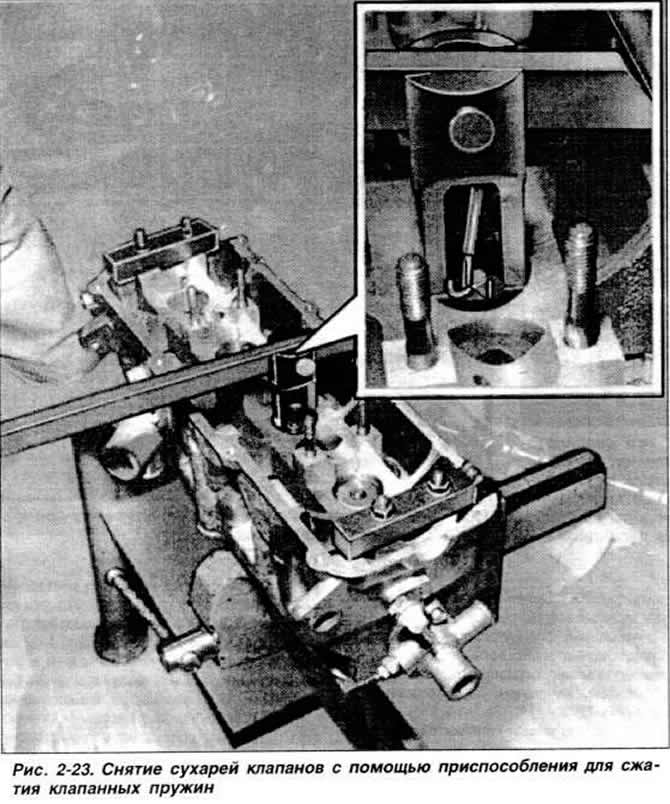
Выняць размеркавальны вал з апор галоўкі цыліндраў і выняць штурхачы клапанаў. Усталяваць на галоўцы цыліндраў прынада для сціску спружын клапанаў або адмысловая прылада VW 541 для здымання і ўсталёўкі сухароў клапанаў і з дапамогай шчыпцоў з завостранымі канцамі вызваліць клапаны ад сухароў, папярэдне націснуўшы на рычаг адмысловай прылады (мал. 2-22 і 2-23). Выняць спружыны клапанаў з талеркамі. Выняць маслоотражатепные каўпачкі стрыжняў клапанаў і апорныя шайбы спружын з дапамогай шчыпцоў. Выняць клапаны. Адпомсціць становішча якія здымаюцца дэталяў для таго, каб не дзейнікі замене дэталі паставіць пры зборцы ў першапачатковае становішча. Ачысціць дэталі. Праверыць ступень зносу гнёздаў накіроўвалых утулак клапанаў і зазор паміж утулкамі і стрыжнямі клапанаў Уставіць новы клапан у накіроўвалую ўтулку так. каб тарэц стрыжня клапана быў на адным узроўні з беражком накіроўвалай утулкі, і вызначыць зазор паміж тарцом стрыжня і беражком накіроўвалай утулкі з дапамогай прынады VW 387 з індыкатарам. Замяніць накіравальныя ўтулкі, калі паказанне індыкатара перавышае 1 мм для ўтулак впускных клапанаў і 1.3 мм для ўтулак выпускных клапанаў. Праверыць, ці не парушана плоскаснасць спалучаюцца паверхні галоўкі цыліндраў. з дапамогай праверачнай лінейкі і набораў мацаў. Прашліфаваць пры неабходнасці спалучаюцца паверхню галоўкі цыліндраў у дапушчальных межах. Праверыць стан клапанаў і спружын клапанаў.

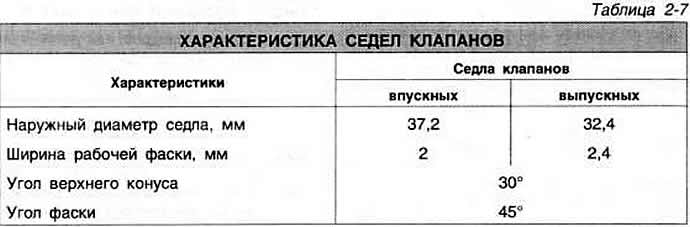
Праверыць стан сёдлаў клапанаў і пры неабходнасці прашліфаваць іх. Шліфаванне выконваецца адмысловай прыладай і з захаваннем дапушчальных меж.
У выпадку шліфавання сёдлаў клапанаў для забеспячэння звычайнай працы гідраўлічных штурхачоў клапанаў неабходна вытрымаць мінімальную адлегласць «а» (мал. 2-24 і 2-25) паміж тарцом стрыжня клапана і верхняй плоскасцю галоўкі цыліндраў, якое для впускных клапанаў павінна быць роўна 33,80 мм. для выпускных клапанаў - 34.10 мм.
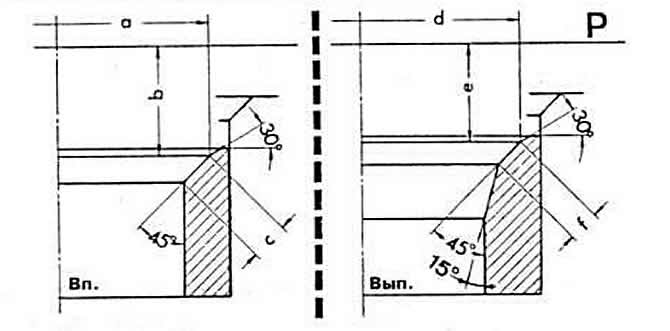
Мал. 2-24. Памеры для шліфавання сёдлаў клапанаў:
Вп. - Сядло впускного клапана;
Вып. - Сядло выпускнога клапана;
Р - плоскасць галоўкі цыліндраў;
а - вонкавы дыяметр працоўнай фаскі сядла выпускнога клапана;
b - адлегласць ад тарца працоўнай фаскі сядла впускного клапана да плоскасці галоўкі цыліндраў;
з - шырыня працоўнай фаскі сядла выпускнога клапана;
d - вонкавы дыяметр працоўнай фаскі сядла впускного клапана;
е - адлегласць ад тарца працоўнай фаскі впускного клапана да плоскасці галоўкі цыліндраў;
f - шырыня працоўнай фаскі сядла впускного клапана.

Усаджванне працоўнай фаскі сядла клапана не павінна перавышаць велічыню, роўную розніцы паміж велічынёй а да шліфавання сядла клапана і мінімальнай велічынёй а пасля шліфавання.
Прашліфаваць пры неабходнасці працоўныя фаскі впускных клапанаў Працоўныя фаскі выпускных клапанаў шліфаванню не падлягаюць, дапушчаецца прыцірка выпускных клапанаў, у астатніх выпадках яны падлягаюць замене.
Да зборкі старанна ачысціць галоўку цыліндраў. а таксама пасля шліфавання сёдлаў клапанаў і прыціркі клапанаў. Праверыць ступень зносу размеркавальнага вала, максімальнае радыяльнае біццё сярэдняй шыйкі вала і яго восевае перасоўванне, якія павінны знаходзіцца ў дапушчальных межах.
Уставіць клапаны ў накіравальныя ўтулкі. папярэдне вышмараваўшы маторным алеем стрыжні клапанаў.
Праверка тэхнічнага стану гідраштурхачоў вырабляецца падчас працы рухавіка, т. да іх канструкцыя неразборная і рамонту не падлягае. Для праверкі варта запусціць рухавік і пакінуць яго працаваць да першага ўключэння электровентилятора сістэмы астуджэння.
На працягу 2 мін падтрымліваць частату кручэння каленчатага вала рухавіка 2500 аб/мін.
Калі праслухоўваецца шум у затамкавым механізме, вызначыць няспраўны штурхач наступным чынам:
- зняць вечка галоўкі цыліндраў;
- павярнуць каленчаты вал рухавіка па гадзіннікавай стрэлцы за ніт мацавання шківа так. каб патыліцы кулачкоў размеркавальнага вала, якія адпавядаюць клапанам правяранага цыліндру, былі звернутыя да гідраўлічнага штурхача;
- утапіць штурхач з дапамогай драўлянага ці пластмасавага кліну і замерыць вольны ход штурхача, які да адкрыцця клапана павінен быць не больш за 0,10 мм Калі ён больш, штурхач падлягае замене.
Папярэджанне. Пасля ўстаноўкі новага штурхача., папярэдне запоўненага алеем і прапампаванага, запускаць рухавік дазваляецца не раней чым праз 30 мін, каб не дапусціць удараў клапанаў па поршнях.
Пры зборцы галоўкі цыліндраў усталяваць на месца апорныя шайбы затамкавых спружын і ўставіць клапаны ў накіравальныя ўтулкі. Апраўкай 10204 напрессовать на накіроўвалыя ўтулкі клапанаў новыя маслоотражательные каўпачкі, папярэдне надзеўшы на стрыжні клапанаў ахоўныя асадкі. Устанавіць на месца апорныя шайбы затамкавых спружын. Усталяваць спружыны і талеркі спружын. Усталяваць сухары з дапамогай прыстасаванні для сціску спружын клапанаў. Уставіць у адтуліны галоўкі штурхачы клапанаў, папярэдне вышмараваўшы іх маторным алеем для палягчэння ўстаноўкі. Звярнуць асаблівую ўвагу на тое. каб штурхачы былі пастаўлены ў ранейшае становішча. Вышмараваць маторным маслам апорныя шыйкі і кулачкі размеркавальнага вала і абкласці яго ў апоры галоўкі цыліндраў такім чынам, каб кулачкі першага цыліндру былі накіраваныя ўверх. Усталяваць вечкі падшыпнікаў № 2 і 4 напераменку крыж-накрыж, навярнуць гайкі на шпількі мацавання, але не зацягваць гайкі канчаткова. Усталяваць вечкі падшыпнікаў № 5, 1 і 3 і папярэдне зацягнуць гайкі мацавання, улічваючы зрушанае адносна восі становішча вечкаў гэтых падшыпнікаў. Устанавіць вечкі падшыпнікаў канчаткова ў пасадачныя месцы, злёгку ўдараючы кіянкай па пярэднім фланцы размеркавальнага вала. Канчаткова зацягнуць гайкі мацавання вечкаў падшыпнікаў патрабаваным момантам, пачынальна з гаек вечка падшыпніка № 5.
Запрасаваць новы сальнік размеркавальнага вала з дапамогай апраўкі 10203. Усталяваць зубчасты шкіў размеркавальнага вала і зацягнуць ніт яго мацавання патрабаваным момантам. Укруціць свечкі запальвання
Для зняцця рамяня прывада размеркавальнага вала адлучыць правады ад клем акумулятарнай батарэі. Прыслабіць балты мацавання генератара і зняць прывадны рамень. Зняць шкіў каленчатага вала. Зняць ахоўныя вечкі зубчастага рамяня. Адлучыць пучок правадоў высокай напругі. Вывярнуць свечкі запальвання з гнёздаў галоўкі цыліндраў. Павярнуць каленчаты вал да становішча ВМТ такту сціску поршня 1-га цыліндру, сумясціўшы пазнаку на махавіку з усталявальным выступам на кажусе счаплення і паставіўшы пазнаку на шківе размеркавальнага вала на ўзровень пракладкі галоўкі цыліндраў. Прыслабіць гайку мацавання восі нацяжнога роліка. Зняць зубчасты рамень прывада размеркавальнага вала.
Заўвага. Забараняецца паварочваць размеркавальны вал, калі які-небудзь з поршняў знаходзіцца ў ВМТ.
Пры ўсталёўцы павярнуць размеркавальны вал у становішча ВМТ такту сціску поршня 1-га цыліндру, паставіўшы пазнаку на шківе размеркавальнага вала на ўзровень пракладкі галоўкі цыліндраў (мал. 2-26). Устанавіць зубчасты шкіў прамежкавага вала ў правільнае становішча, сумясціўшы пазнаку на ім з пазнакай ВМТ поршня 1-га цыліндру на часова пастаўленым шківе каленчатага вала. Устанавіць каленчаты вал у становішча, якое адпавядае ВМТ такту сціску поршня 1-га цыліндру па пазнаках на махавік і на кажусе счаплення. Надзець на шківы зубчасты рамень прияода размеркавальнага вала. Адрэгуляваць нацяжэнне рамяня паваротам нацяжнога роліка на восі ў бок, процілеглую кірунку кручэння зубчастага рамяня (мал. 2-27).


Павярнуць каленчаты вал на два абарачэння і праверыць правільнасць рэгулявання нацяжэння зубчастага рамяня (мал. 2-28). Зняць шкіў каленчатага вала і ўсталяваць ахоўныя вечкі зубчастага рамяня. Устанавіць шкіў каленчатага вала. Надзець рамень прывада генератара і адрэгуляваць яго нацяжэнне. Зацягнуць балты мацавання генератара. Укруціць свечкі запальвання і далучыць правады высокай напругі. Праверыць і пры неабходнасці адрэгуляваць момант запальвання. Падлучыць акумулятарную батарэю.

Каментары наведвальнікаў