
Разборка
Вывярнуць наколькі магчыма рэгулявальныя балты зазораў у прывадзе клапанаў так, каб можна было зняць рычагі прывада клапанаў.
Зняць утрымлівальныя спружыны рычагоў і самі рычагі (гл. фота).
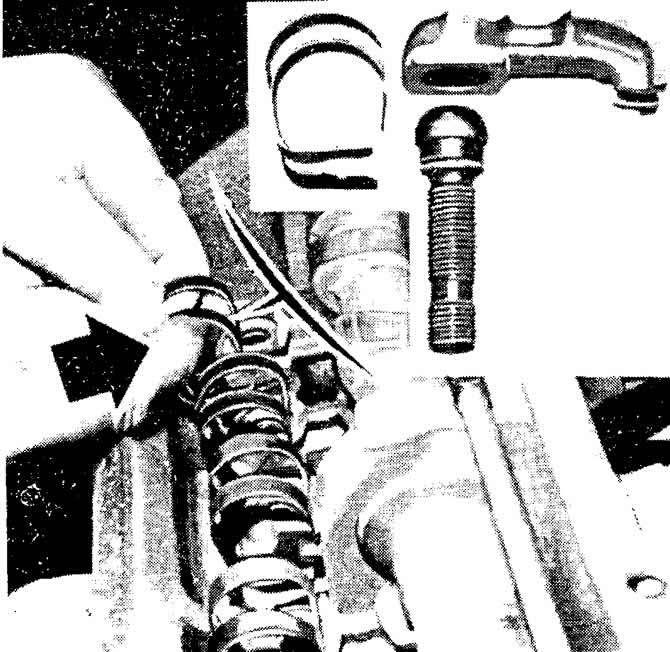
Зняцце ўтрымлівальнай спружыны рычага прывада клапана
Зняць маслаправод.
Выняць размеркавальны вал з апор галоўкі цыліндраў.
Сціскаючы спружыны клапанаў спецыяльным прыстасаваннем, вызваліць клапаны ад сухароў і выняць клапаны.
Зняць спружыны з талеркамі.
Зняць маслоотражательные каўпачкі стрыжняў клапанаў і апорныя шайбы спружын з дапамогай шчыпцоў 10218.
Калі знятыя дэталі не маюць патрэбы ў замене, раскласці іх па парадку з тым, каб пры зборцы ўсталяваць на ранейшае месца.
Прамыць усе знятыя дэталі.
Праверыць ступень зносу накіроўвалых утулак клапанаў (памеры гл. у падраздзеле «Канструкцыя і тэхнічныя характарыстыкі»).
Вымераць зазор паміж стрыжнем клапана і накіроўвалай утулкай з дапамогай стойкі з індыкатарам. Для гэтага ўставіць у накіроўвалую ўтулку новы клапан так, каб яго стрыжань быў на ўзроўні абзы ўтулкі. Устанавіць ножку індыкатара на галоўку клапана і вымераць зазор.
Замяніць накіравальныя ўтулкі, калі зазор перавышае максімальна дапушчальны лімітавы, роўны 1,0 мм для впускных клапанаў і 1,3 мм для выпускных клапанаў.
З дапамогай лінейкі праверыць няплоскасць якая спалучаецца паверхні галоўкі цыліндраў і пры неабходнасці прашліфаваць яе.
Праверыць стан затамкавых спружын і клапанаў.
Праверыць стан сёдлаў клапанаў і пры неабходнасці прашліфаваць іх. Шліфаванне выконваць толькі з дапамогай спецыяльнага абсталявання і пры выкананні памераў, указаных у падраздзеле "Канструкцыя і тэхнічныя характарыстыкі".
Пры неабходнасці прашліфаваць працоўныя фаскі впускных клапанаў. Рабочыя фаскі выпускных клапанаў шліфоўцы не падлягаюць. Дапушчаецца прыцірка выпускных клапанаў, у астатніх выпадках яны падлягаюць замене.
Перад зборкай старанна ачысціць галоўку цыліндраў.
Зборка
Усталяваць на месца апорныя шайбы затамкавых спружын, уставіць клапаны ў накіравальныя ўтулкі.
Апраўкай VW 10204 напрессовать новыя маслосъемные каўпачкі на накіравальныя ўтулкі, пасля чаго надзець на стрыжні клапанаў ахоўныя ўтулкі маслосъемных каўпачкоў.
Устанавіць затамкавыя спружыны і талеркі спружын. Усталяваць сухары, карыстаючыся прынадай для сціску затамкавых спружын.
Вышмараваць апорныя шыйкі і кулачкі размеркавальнага вала маторным маслам і ўсталяваць яго разам з сальнікам.
Устанавіць рычагі на рэгулявальныя балты.
Усталяваць утрымлівальныя рычагі, заводзячы іх у пазы рэгулявальных нітаў так, каб спружыны абапіраліся на рычагі.
Заўвага. Пры пашкоджанні разьбярства ўтулкі рэгулявальных нітаў можна выкарыстоўваць устаўную разьбовую ўтулку тыпу «Heli-Coil» або SEDC
З дапамогай апраўкі 10203 запрасаваць сальнік размеркавальнага вала.
Усталяваць зубчасты шкіў размеркавальнага вала і зацягнуць ніт яго мацавання момантам 8 кгс.м.
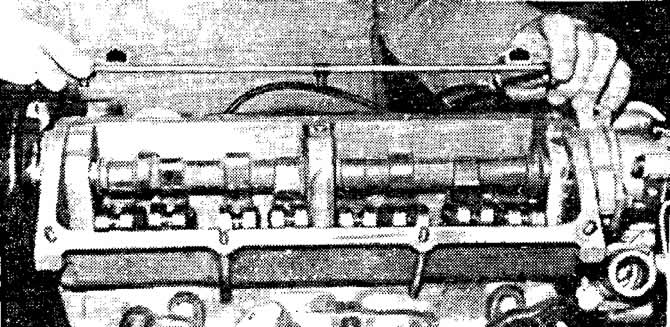
Зняцце маслаправода
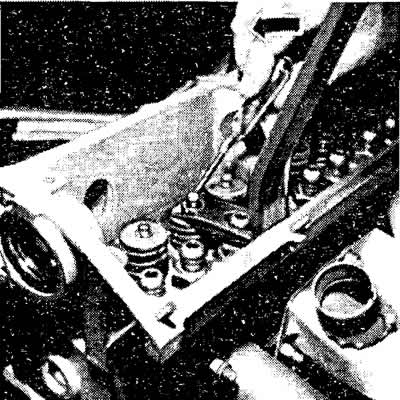
Зняцце сухароў клапанаў
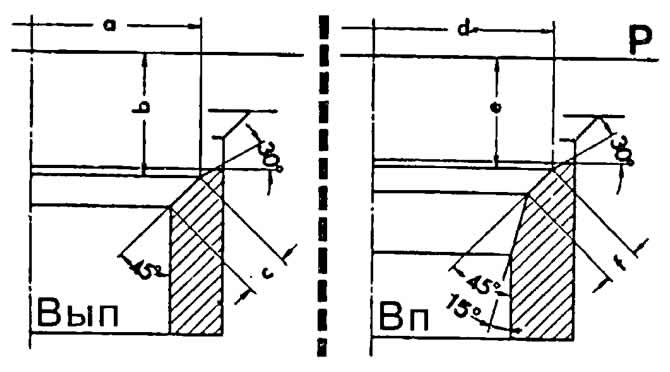
Памеры для шліфавання сёдлаў клапанаў:
Вп - сядло впускнога клапана;
Вып – сядло выпускнога клапана;
Р - спалучаюцца паверхню галоўкі цыліндраў;
and - вонкавы дыяметр працоўнай фаскі сядла клапана;
b і е - патананне працоўнай фаскі сядла клапана;
з і f - шырыня працоўнай фаскі сядла клапана
Запрасоўка сальніка размеркавальнага вала
Каментары наведвальнікаў