
- Короблення площини парування головки з блоком циліндрів, не більше, мм: 0,1.
- Допустима висота головки циліндрів після шліфування, не менше, мм: 167,30.
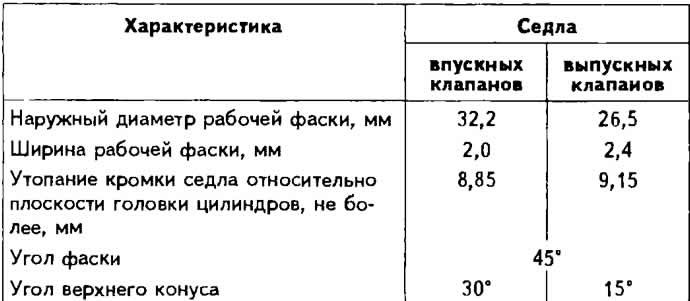
Сідла клапанів
Сідла клапанів виготовлені із сталі, отриманої методами порошкової металургії, та заміні не підлягають. При виявленні слідів підгоряння чи зносу, які неможливо усунути шліфуванням, замінити головку циліндрів.
Характеристики сідел клапанів
Напрямні втулки клапанів
Напрямні втулки клапанів виготовлені зі спеціальної латуні та запресовані в головку циліндрів, яка попередньо була нагріта до температури 80-100°С у масляній ванні або електропечі.
Максимально допустимий граничний зазор (при зносі) між стрижнем клапана та напрямною втулкою (методику вимірювань див «Розбирання та збирання головки циліндрів»):
- для впускних клапанів: 1,0;
- для випускних клапанів: 1,3.
Діаметр отвору у напрямних втулках клапанів, мм: 8,013-8,035.
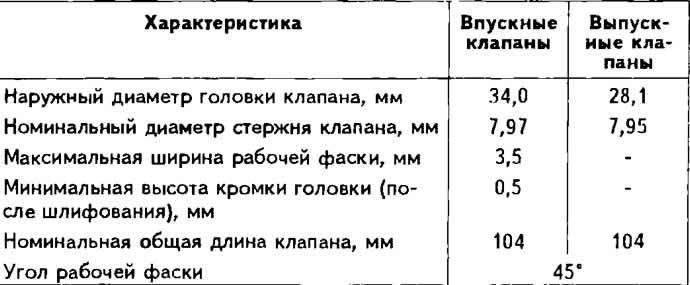
Клапани
Клапани розташовані в головці циліндрів у ряд і наводяться в дію кулачками розподільчого валу через важелі. Випускні клапани шліфування не підлягають.
Характеристики клапанів
Зазори у механізмі приводу клапанів
Нормальний зазор між потилицею кулачка розподільчого валу та важелем, що вимірюється щупом, на гарячому двигуні (температура охолоджувальної рідини понад 35°С) становить 0,20 мм для впускних клапанів та 0,30 мм для випускних клапанів; на холодному двигуні (після ремонту) - 0,15 мм для впускних клапанів та 0,25 мм для випускних клапанів.
Клапані пружини
Кожен впускний та випускний клапан має одну пружину. Пружини впускних та випускних клапанів однакові.
Важелі приводу клапанів
Важелі сталеві. Важель спирається своїм сферичним поглибленням одного кінця на сферичну головку регулювального болта з мікрометричним різьбленням, призначеного для регулювання зазорів у механізмі приводу клапанів. Повернення важеля на торець стрижня клапана та його утримання на сферичній головці регулювального болта забезпечуються пластинчастою сталевою пружиною.
Коментарі відвідувачів