
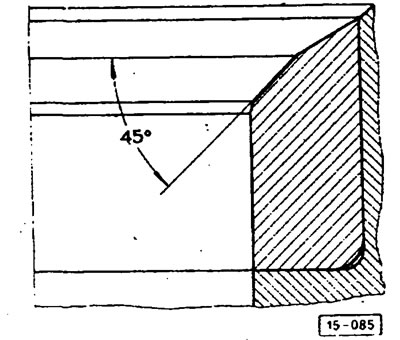
За да се осигури перфектно центриране, повърхността от 45° трябва да бъде особено внимателно обработена. За да избегнете преждевременна повреда на главата на цилиндъра, отстранете само достатъчно материал, за да покриете цялата ширина на седлото.
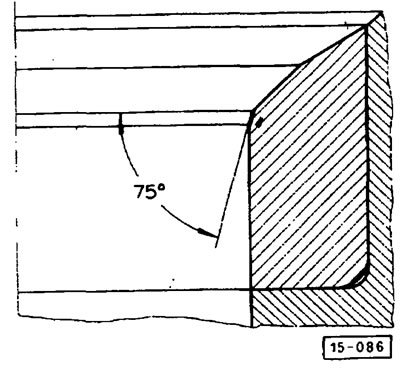
При повърхност от 75° леко отрежете долния ръб на втулката на леглото на изпускателния клапан под този ъгъл.
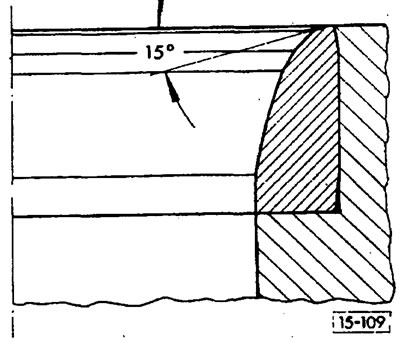
При лице от 15° отрежете горния ръб на ръкава на седалката под този ъгъл, така че да получите следващия размер "а".
Ширината на седалката "а" трябва да бъде между 1,4 и 2,5 mm.
Коментари на посетители