
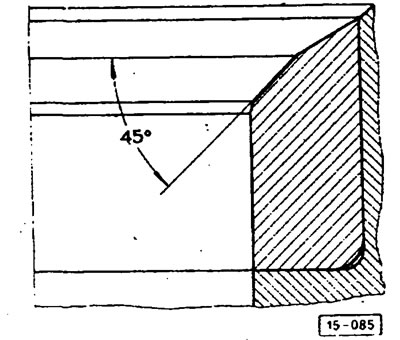
Для забезпечення бездоганного центрування особливо ретельно має бути оброблена 45°поверхня. Щоб не вивести головку циліндрів із строю передчасно, зняти лише стільки матеріалу, щоб охопити всю ширину сідла.
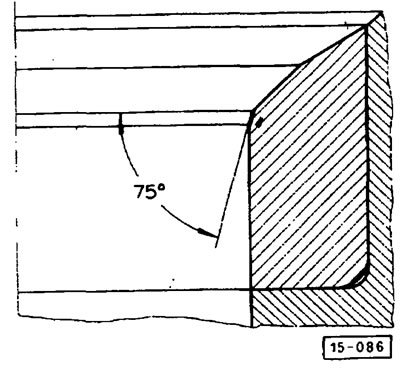
При 75°поверхні злегка підрізати під цим кутом нижній край гільзи сідла випускного клапана.
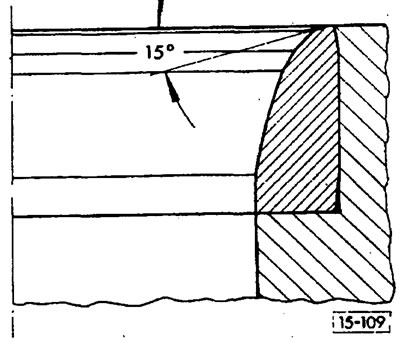
При поверхні 15°підрізати під цим кутом верхній край гільзи сідла так, щоб отримати наступний розмір "а".
Ширина сідла "а" повинна перебувати між 1,4 та 2,5 мм.
Коментарі відвідувачів