
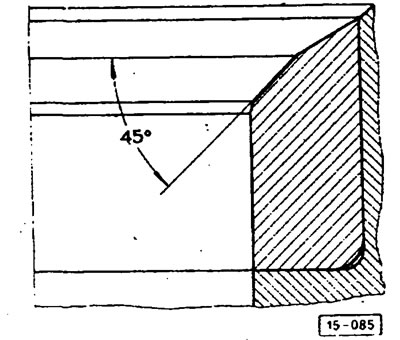
Для забеспячэння бездакорнай цэнтроўкі асабліва старанна павінна быць апрацавана 45°-паверхня. Каб не вывесці галоўку цыліндраў са строю заўчасна, зняць толькі столькі матэрыялу, каб ахапіць усю шырыню сядла.
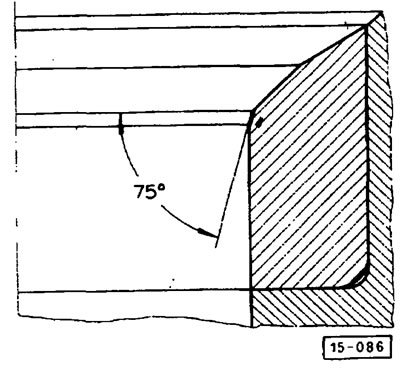
Пры 75°паверхні злёгку падразаць пад гэтым кутом ніжні бок гільзы сядла выпускнога клапана.
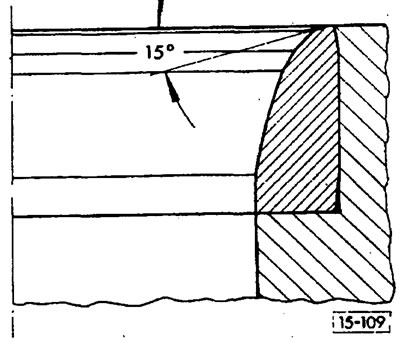
Пры 15°паверхні падразаць пад гэтым кутом верхні бок гільзы сядла так, каб атрымаць наступны памер "а".
Шырыня сядла "а" павінна знаходзіцца паміж 1,4 і 2,5 мм.
Каментары наведвальнікаў