
Монтажът може да се извърши и по друг начин, при условие че са изпълнени следните условия за монтаж, които са описани в описанието на монтажа с помощта на специален инструмент.
- Запазете центрирането, когато монтирате капака.
- Осигуряване на успоредност на покритието на свързващата равнина на блока.
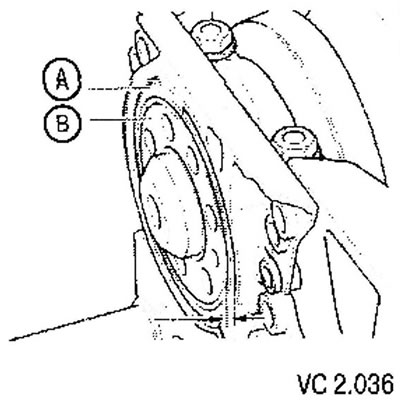
- Съвпадението на маркировките (A) и (B), осигуряващи правилната позиция на зъбния венец спрямо капака.
- Предварително подравняване на външните ръбове на зъбния пръстен и капака.
Принципът на монтаж е ясен от следващия текст.
Внимание!
- Капачката на яката от PTFE има защитен пръстен за уплътнителните устни. Този пръстен не трябва да се сваля преди монтажа, т.к. по време на монтажа той ще играе ролята на монтажна втулка.
- След като бъдат извадени от опаковката, капакът и зъбният пръстен не трябва да се отделят един от друг и да се въртят един спрямо друг.
- Правилната монтажна позиция на зъбния венец се осигурява от фиксиращия инструмент (T10134).
- Капакът и маншетното уплътнение образуват единична единица и трябва да се сменят само като комплект с пръстеновидното зъбно колело.
- Правилната монтажна позиция на инструмента (T10134) се осигурява от фиксиращия щифт, който трябва да пасва в подходящия отвор в коляновия вал.

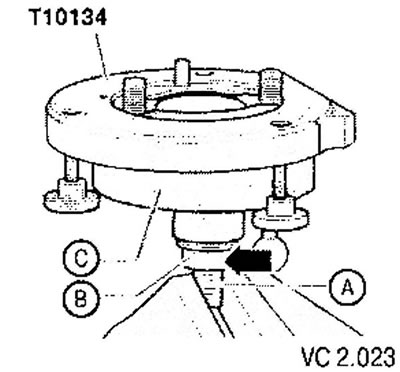
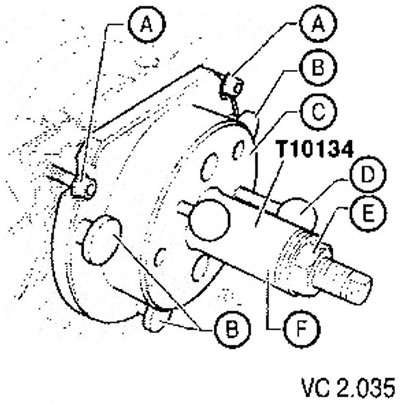
A - Монтиране на задното назъбено маслено уплътнение към инструмента за монтаж
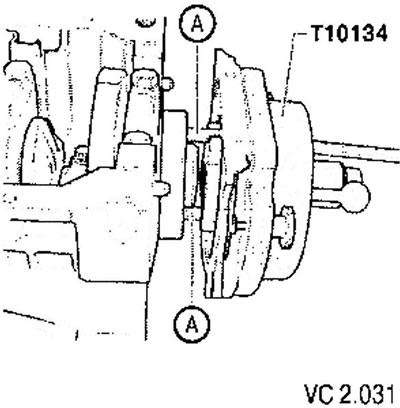
1. Развийте шестостенната гайка (B) почти до затягащата повърхност (A) на шпиндела (вижте Фиг. VC2.022).
2. Поставете инструмента (T10134) със затягащата повърхност (A) на водещия винт в менгеме.
3. Натиснете тялото (C) надолу, докато опре в шестостенната гайка (8) (стрелка).
4. Фиксирайте вътрешността на приспособлението наравно с тялото с гайка.
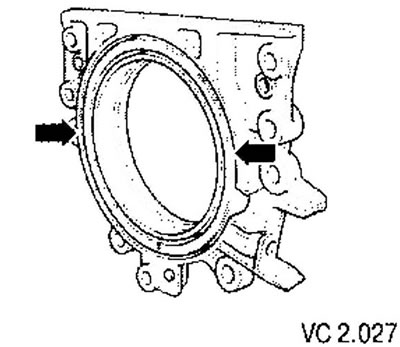
5. Отстранете предпазната ключалка (стрелка) от новия капак.
Внимание! Не сваляйте зъбния венец от капака и не го завъртайте.
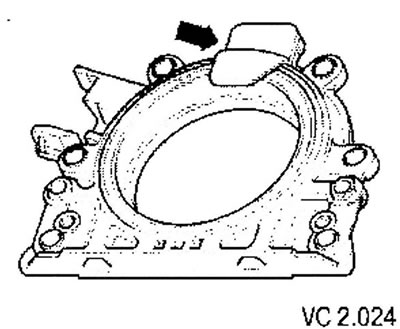
6. Поставете капака върху чиста, равна повърхност с предната (външната) страна надолу.
7. Натиснете опорния пръстен (A) по посока на стрелката надолу, докато лежи върху равна повърхност.
8. Горният ръб на зъбния венец и предният ръб на капака трябва да са на едно ниво (стрелки).
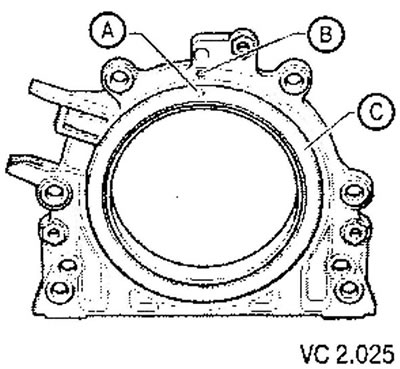
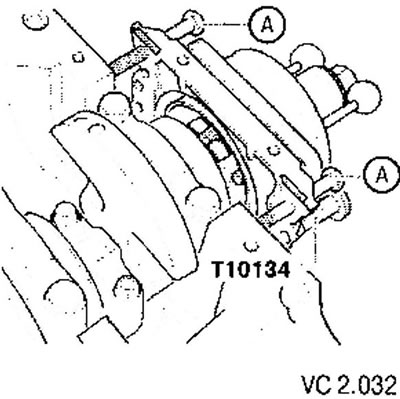
9. Монтирайте предната страна на капака върху монтажния инструмент (T10134), така че щифтът (B) да пасне в отвора (A) на зъбния венец. В този случай капакът трябва напълно, по цялата равнина, да приляга към монтажното устройство.
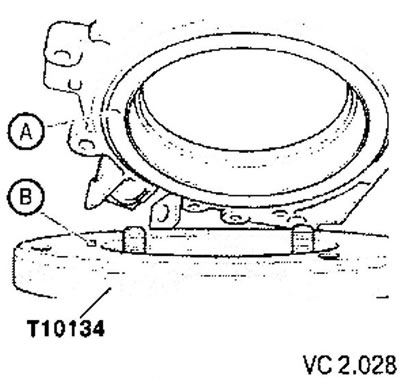
10. Натиснете капака и опорния пръстен (B), докато затягате трите болта c (A) върху повърхността на монтажния инструмент (T10134), така че заключващият щифт да не може да се изплъзне от отвора в зъбния венец. Когато монтирате капака, венецът трябва да остане фиксиран в инструмента за сглобяване през цялото време.
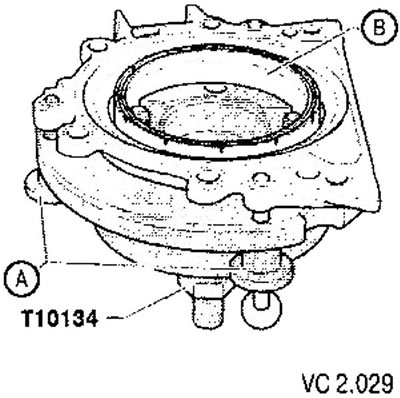
B - Монтиране на монтажния инструмент със задния капак на цилиндровия блок в края на коляновия вал
- Фланецът на коляновия вал трябва да е без остатъци от масло (обезмаслете).
- Настройте двигателя на TDC на цилиндър #1.
- Развийте шестостенната гайка (B) към горния край на шпиндела.
1. Натиснете водещия винт на монтажния инструмент (T10134) по посока на стрелката, докато шестостенната гайка (B) опре в корпуса (A).
2. Прикрепете капака с приспособлението към свързващата повърхност на цилиндровия блок.
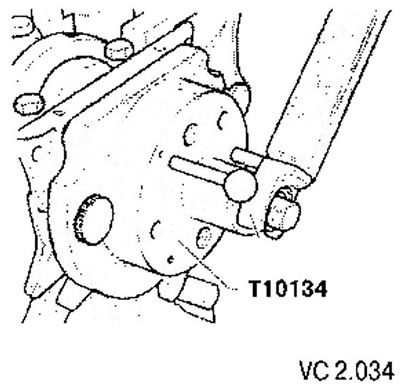
3. Прикрепете инструмента (T10134) към фланеца на коляновия вал с болтове с вътрешен шестостен (A).
Внимание! Завийте болтовете с вътрешен шестостен (A) във фланеца на коляновия вал на около 5 стъпки на резбата.
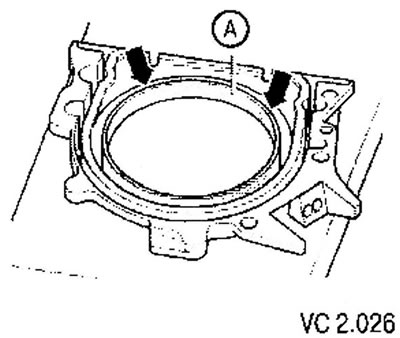
4. Завийте два винта M6x35 mm (A), за да влезете в капака 8 на цилиндровия блок.
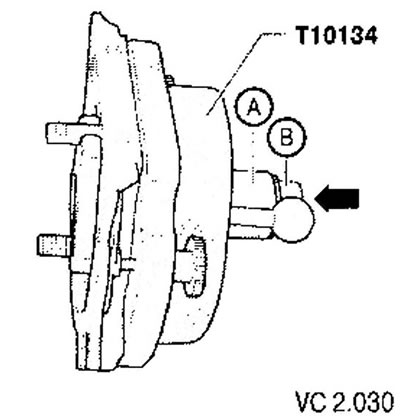
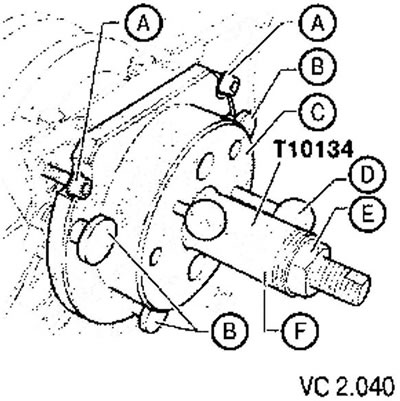
C - Закрепване на монтажния инструмент към фланеца на коляновия вал
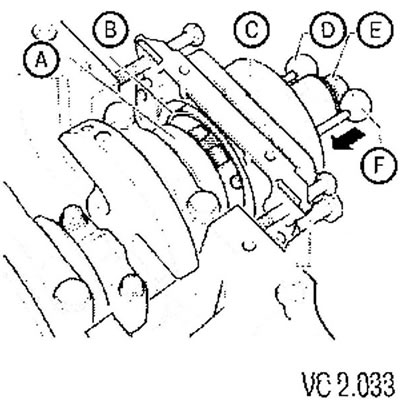
1. Преместете ръчно корпуса (C) по посока на стрелката, докато опорният пръстен (B) докосне фланеца на коляновия вал (A).
Поставете водещия щифт за бензин (червено копче) (F) в отвора на коляновия вал.
Това ще фиксира крайната монтажна позиция на зъбния венец.
Внимание! Водещият щифт за дизелови двигатели (копче (D)) не трябва да се вкарва в отвора с резба на коляновия вал.
2. Затегнете на ръка двата винта с вътрешен шестостен на инструмента за сглобяване.
3. Завийте шестостенната гайка (E) на ръка върху шпиндела, докато опре в тялото на монтажния инструмент (C).
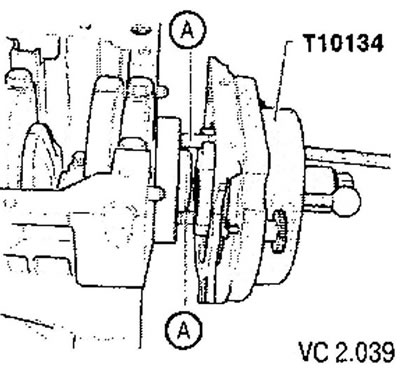
D - Натискане на зъбния венец върху коляновия вал с помощта на инструмента за сглобяване
Затегнете шестостенната гайка на инструмента (T10134) до 35 Nm. В този случай, след затягане на шестостенната гайка, все още трябва да има малка междина между цилиндровия блок и фланеца.
E - Проверка на монтажната позиция на зъбния венец на коляновия вал
1. Развийте шестостенната гайка (E) към горния край на шпиндела.
2. Отстранете двата винта (A) от цилиндровия блок.
3. Отстранете трите назъбени винта (B) от уплътнителния фланец.
4. Отстранете монтажния инструмент (T10134).
5. Свалете предпазния пръстен.
Зъбният венец заема точна монтажна позиция на коляновия вал, когато има разстояние (a) от 0,5 mm между фланеца на коляновия вал (A) и венецът (B).
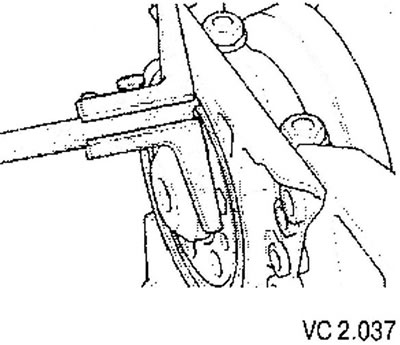
6. Монтирайте шублера на фланеца на коляновия вал.
7. Измерете разстоянието (a) между фланеца на коляновия вал и зъбния венец.
Ако разстоянието (a) е твърде малко, тогава зъбният венец трябва да бъде опънат.
Ако разстоянието (a) е достигнато, монтирайте нови винтове, закрепващи задния капак на цилиндровия блок, и ги затегнете последователно на кръст до въртящ момент от 15 Nm.
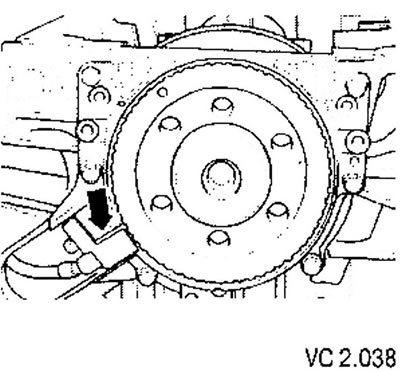
8. Монтирайте датчика за скорост на двигателя G28 (стрелка) и затегнете фиксиращия винт до 5 Nm.
9. Монтирайте масления съд.
10. Монтирайте междинната плоча.
11. Монтирайте маховика с нови болтове. Затегнете винтовете до 60 Nm + 1/4 оборот (90°).
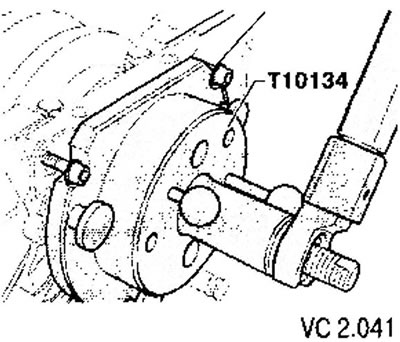
F - Окончателно пресоване на зъбния венец
1. Прикрепете инструмента (710134) към фланеца на коляновия вал с болтове с вътрешен шестостен (A).
2. Затегнете винтовете с вътрешен шестостен на ръка.
3. Преместете инструмента (T10134) на ръка към капака на коляновия вал.
4. Завийте шестоъгълната гайка (E) на шпиндела на ръка, докато спре в тялото на монтажния инструмент (C).
5. Затегнете шестостенната гайка на инструмента (T10134) до 40 Nm.
6. Отново проверете правилната позиция на зъбния венец на коляновия вал.
Ако разстоянието (a) е твърде малко, затегнете шестоъгълната гайка на инструмента (T10134) до 45 Nm.
7. Отново проверете правилната позиция на зъбния венец на коляновия вал.
Коментари на посетители