
Attention!
- When repairing engines with leaky valves, it is not enough to replace the valves or remake the valve seats. It is also necessary, especially for engines with high mileage, to check the wear of the valve guides.
- Valve seats must be machined so that the contact surface has the ideal shape and dimensions. Before starting work, you should calculate the maximum allowable allowance for processing. Exceeding the maximum allowable machining allowance leads to disruption of the normal operation of the hydraulic lifters, while the cylinder head will have to be replaced.
Calculate the maximum allowable machining allowance as follows:
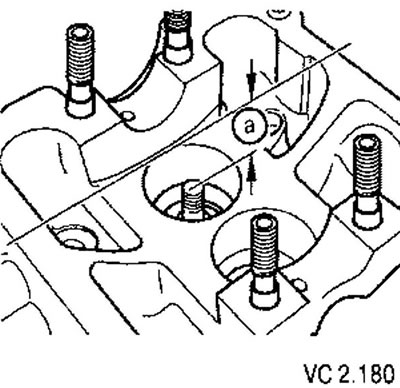
- insert the valve into the guide and press it firmly against the seat.
Attention! If the valve is replaced during repair, a new valve must be used for measurements.
- measure distance (A) between the end of the valve stem and the top edge of the cylinder head.
- Calculate the maximum allowable machining allowance based on the measured distance (A) and the minimum allowable size.
Minimum dimensions:
- Inlet valve: 31.7 mm.
- Exhaust Valve: 31.7mm.
Measured distance (A) minus minimum size = maximum allowable machining allowance.
Example:
- Measured distance (A): 32.0 mm.
- Minimum allowable size: 31.7 mm.
- Maximum machining allowance:* 0.3 mm.
* In the drawings explaining the machining of valve seats, the maximum allowable machining allowance is indicated «b».
Inlet valve seat processing
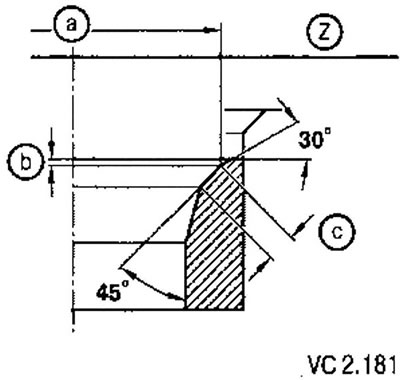
| Size | Inlet valve seat |
| Diameter a | 39.2 mm |
| b | Maximum allowable machining allowance |
| Locking surface width with | 1.8-2.2mm |
| Z | The bottom plane of the cylinder head |
| 45° | Valve seat angle |
| 30° | Top Correction Chamfer Angle |
Exhaust valve seat processing
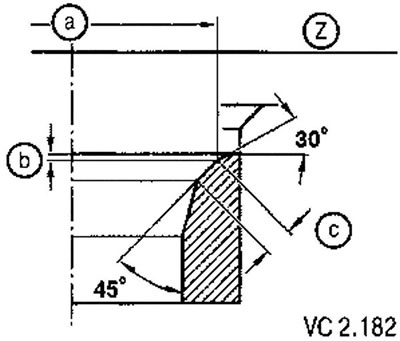
| Size | Exhaust valve seat |
| Diameter a | 32.4mm |
| b | Maximum allowable machining allowance |
| Locking surface width with | 2.2-2.6mm |
| Z | The bottom plane of the cylinder head |
| 45° | Valve seat angle |
| 30° | Top Correction Chamfer Angle |
Visitor comments