
Увага!
- При ремонті двигунів із негерметичними клапанами недостатньо замінити клапани або обробити сідла клапанів. Необхідно також, особливо для двигунів з великим пробігом, перевірити знос направляючих клапанів втулок.
- Обробку сідел клапанів необхідно виконувати так, щоб поверхня контакту мала ідеальну форму та розміри. Перед початком роботи слід розрахувати максимально допустиму величину припуску обробку. Перевищення максимально допустимого припуску на обробку веде до порушення нормальної роботи гідрокомпенсаторів, головку блоку циліндрів доведеться замінити.
Розрахувати максимально допустимий припуск на обробку таким чином:
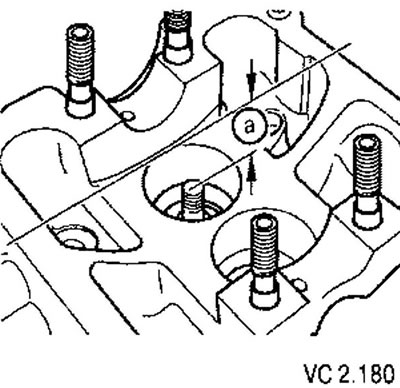
- вставити клапан у напрямну та щільно притиснути його до сідла.
Увага! Якщо клапан при ремонті замінюється, під час проведення вимірювань необхідно використовувати новий клапан.
- Виміряти відстань (а) між кінцем стрижня клапана та верхнім краєм головки блоку циліндрів.
- Розрахувати максимально допустимий припуск на обробку на основі вимірюваної відстані (а) та мінімально допустимого розміру.
Мінімальні розміри:
- Впускний клапан: 31,7 мм.
- Випускний клапан: 31,7 мм.
Виміряна відстань (а) мінус мінімальний розмір = максимально допустимий припуск на обробку.
Приклад:
- Виміряна відстань (а): 32,0 мм.
- Мінімально допустимий розмір 31,7 мм.
- Максимальний припуск на обробку: 0,3 мм.
* На малюнках, що пояснюють обробку сідел клапанів, максимально допустимий припуск на обробку позначається «b».
Обробка сідла впускного клапана
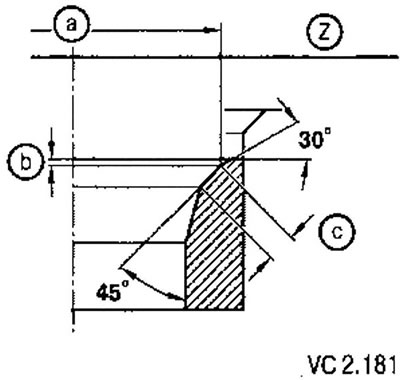
| Розмір | Сідло впускного клапана |
| Діаметр а | 39,2 мм |
| b | Максимально допустимий припуск на обробку |
| Ширина замикаючої поверхні з | 1,8-2,2 мм |
| Z | Нижня площина ГБЦ |
| 45° | Кут фаски сідла клапана |
| 30° | Кут верхньої коригуючої фаски |
Обробка сідла випускного клапана
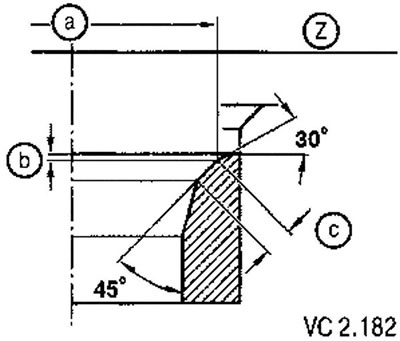
| Розмір | Сідло випускного клапана |
| Діаметр а | 32,4 мм |
| b | Максимально допустимий припуск на обробку |
| Ширина замикаючої поверхні з | 2,2-2,6 мм |
| Z | Нижня площина ГБЦ |
| 45° | Кут фаски сідла клапана |
| 30° | Кут верхньої коригуючої фаски |
Коментарі відвідувачів