
Провера пречника цилиндара
Извршите тачна мерења пречника цилиндара. Мерења се врше помоћу калипера у три појаса као у попречном правцу «А», и у уздужном правцу «Б», као што је приказано на дијаграму у одељку «ЕП, ИН, ВВ, ИП, ДТ и ДС четвороцилиндрични мотори».
У случајевима када хабање премашује дозвољене вредности за више од 0,04 мм, пробушите цилиндре до најближе величине за поправку и уградите клипове одговарајуће величине за поправку.
Провера зазора између кошуљица и рукаваца радилице
Уградите радилицу на блок цилиндра.
Темељно очистите радне површине облога и одговарајући рукавац радилице. Ставите комад пластичне калибрисане жице, једнаке ширине уметку, на површину врата.
У зависности од типа грла који треба проверити, на врат уградите клипњачу са капом или капом главног лежаја и затегните матице или завртње за причвршћивање, респективно. Затегните матице вијака клипњаче најпре на обртни момент од 3,0 кгф м, а затим затегните за 90°, или завртње капица главних лежајева до обртног момента од 6,5 кгф м. Не дозволите да се радилица мотора окреће.
Пажљиво скините поклопац и помоћу скале одштампане на паковању одредите величину зазора изравнавањем жице. Више детаља је дато у пратећој документацији произвођача жице мерача.
Номинални пројектни зазор је 0,030-0,080 мм (максимално дозвољено 0,17 мм) за аутохтоне и 0,020-0,076 мм (максимално дозвољено 0,095 мм) за клинове.
Ако је јаз већи од границе, замените облоге на овим вратовима новим. Ако су рукавци радилице истрошени и брушени до величине за поправку, замените облоге са онима за поправку (повећана дебљина).
Провера аксијалног зазора радилице
Проверите аксијални зазор радилице помоћу мерача на трећем лежају, који не би требало да буде већи од 0,20 мм.
Ако је зазор већи од границе, а главни зглобови радилице нису брушени, ставите облоге са потисним прстеновима на трећи ослонац номиналне величине. Ако су главни носачи брушени до величине за поправку, ставите облоге одговарајуће величине за поправку на трећи носач.
Провера димензија клипова и клипних прстенова
Одредите степен истрошености клипа мерењем пречника од 10 мм од ивице сукње клипа окомито на осу клипног клипа (погледајте фотографију у одељку «ЕП, ИН, ВВ, ИП, ДТ и ДС четвороцилиндрични мотори». Клип се мора заменити ако се његов пречник разликује за више од 0,04 мм од дозвољених вредности (види пододељак «Дизајн и спецификације»).
Замените клипне прстенове или клипове ако размаци између клипних прстенова и жлебова прелазе дозвољене вредности (види пододељак «Дизајн и спецификације»).
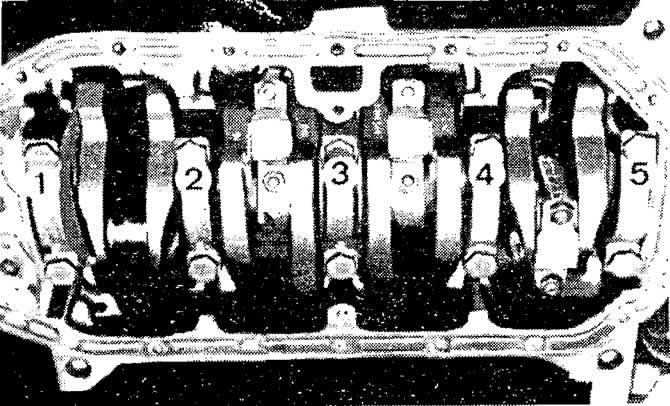
Означавање поклопаца главних лежајева коленастог вратила
Коментари посетилаца