
2. Вымераць зазор поршня ў цыліндры. Калі ён перавышае дапушчальную велічыню (0,15 мм), неабходна расточваць цыліндр на адзін з трох дыяметраў павялічанага памеру. Дыяметр цыліндру павінен вымярацца на трох перпендыкулярных адзін аднаму вышынях.
Пасля расточвання мантажны зазор поршня ў цыліндры павінен ураўноўвацца 0,03 мм.
3. Калі з'явіцца неабходнасць вывострывання корпуса, які быў перад гэтым змарнаваны на апошні рамонтны памер, неабходна перавесці гільзы корпуса. Гэтую аперацыю павінна праводзіць спецыялізаванае прадпрыемства.
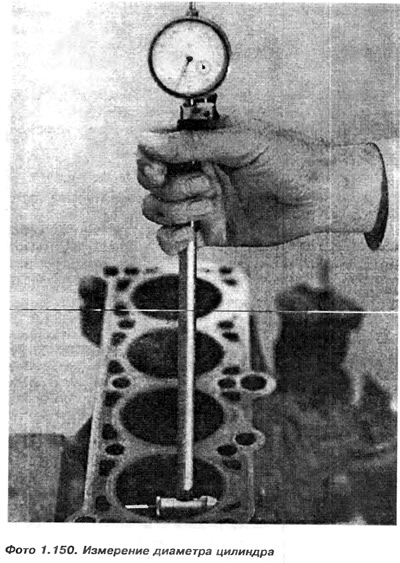
4. Неабходна праверыць конус і авал гільзаў цыліндраў з дапамогай штыхмаса мікраметрычнага (фота 1.150). Гільза цыліндру зношваецца больш за ўсё ў верхняй частцы, тамака, дзе найболей цяжкія ўмовы працы, г.зн. самая высокая тэмпература, ціск і самая дрэнная змазка. Першае ўшчыльняльнае кольца даходзіць да адлегласці 5 мм ад верхняй грані гільзы цыліндру. Ніжэй адчуецца выразны парог (бар'ер). Калі ён вялікі, гэта кажа аб зносе рухавіка. Тамака жа вымяраем дыяметр гільзы.
5. Дыяметр, вымераны пад парогам, не павінен адрознівацца ад дыяметра, вымеранага ў ніжняй частцы гільзы (там, дзе яна менш за ўсё зносіцца) больш, чым на 0,15 мм.
6. Калі новыя поршні падагнаныя да старых адтулін, важна, каб сценкі гільзы былі злёгку шурпатыя, гэта вырабляецца дробназярністай наждачкай. Гэта зробіць магчымым нармальнае прыціранне поршневых кольцаў.
7. Неабходна старанна праверыць, ці няма расколін і пашкоджанняў у картэры і блоку цыліндраў. Пры неабходнасці вымаем заглушкі алейных або вадзяных каналаў, чысцім і прадзімаем іх сціснутым паветрам.
Новыя заглушкі забіваем звычайна для ўшчыльняючай вадкасці. Калі няма сумневаў у правільнасці забіцця заглушак, можна праверыць іх герметычнасць. Для гэтага ў алейныя ці вадзяныя каналы падводзім сціснутае паветра, а заглушку пакрываем звонку пластом алею, каб былі бачныя бурбалкі паветра, калі з'явяцца. У час праверкі іншыя выхады каналаў павінны быць зачыненыя. Падобнай выявай правяраем наяўнасць расколін у корпусе. Заглушаем усе выхады алейных і водных каналаў, акрамя аднаго, праз які падаем сціснутае паветра. Затым корпус змяшчаем у ваду і вызначаем месцазнаходжанне негерметычнасці. Так як на паверхні дотыку галоўкі маецца вельмі шмат выхадаў каналаў, асабліва водных, розных формаў, якія цяжка герметызаваць, прапануем падагнаць кавалак гумы і бляха таўшчынёй 4-5 мм. Гума і бляха павінны мець знешнюю форму і памер, змаляваныя са старой пракладкі з-пад галоўкі. Згодна з пракладкай неабходна перамаляваць адтуліны для нітаў, якія мацуюць галоўку, на гуму і бляха. Затым прасвідроўваем адтуліны ў пазначаных месцах і прыварочваем бляху з падкладзенай гумай да корпуса. Герметызуем такім чынам усе верхнія адтуліны. У выпадку выяўлення расколін можна паспрабаваць корпус злітаваць на спецыялізаваным прадпрыемстве.
8. Праверыць дыяметр адтулін галоўных укладышаў.
Каментары наведвальнікаў