
ПРИМІТКА: При ремонті двигунів з нещільними клапанами обробити або замінити сідла клапанів та клапани недостатньо. Особливо в двигунах із тривалим терміном служби необхідно перевірити напрямні втулки клапанів на знос.
ПРИМІТКА: Сідла клапанів слід обробляти лише настільки, щоб досягти бездоганного вигляду робочої поверхні. Перед обробкою слід розрахувати максимально допустимий припуск на обробку. При перевищенні припуску на обробку може бути порушена функція гідравлічного регулювання зазору приводу клапанів (гідрокомпенсаторів), що спричинить заміну ГБЦ.
Розраховуйте максимально допустимий припуск на обробку таким чином:
- вставте клапан у напрямну та щільно притисніть його до сідла;
ПРИМІТКА: Якщо клапан при ремонті замінюється, при вимірах слід використовувати новий клапан.
- виміряйте відстань А між кінцем стрижня клапана та верхнім краєм головки блоку циліндрів (Мал. 2.216);

- розрахуйте максимально допустимий припуск на обробку на основі вимірюваної відстані А та мінімально допустимого розміру.
Мінімальні розміри:
- Впускний клапан – 43,4 мм
- Випускний клапан – 43,2 мм
Виміряна відстань мінус мінімальний розмір = максимально допустимий припуск на обробку.
Приклад:
- Виміряна відстань – 44,1 мм
- Мінімальний розмір – 43,4 мм
- Максимально допустимий припуск на обробку 441-434 = 07 мм
Обробка сідла впускного клапана
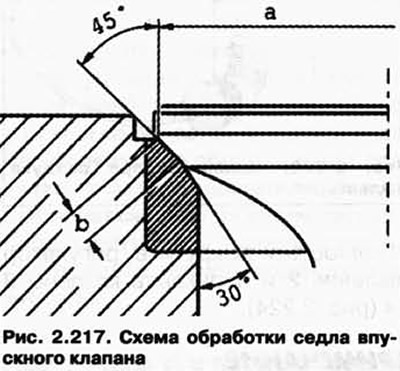
а - 35,7 мм
b – 1,6 мм
45°- Кут опорної поверхні клапана
ПРИМІТКА: Фрезерування під кутом 30°сідла клапана необхідне через співвідношення потоків у впускному каналі.
Обробка сідла випускного клапана
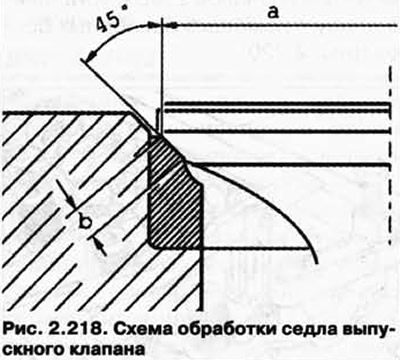
а - 31,4 мм
b - 2,7 мм
45°- Кут опорної поверхні клапана
Коментарі відвідувачів