
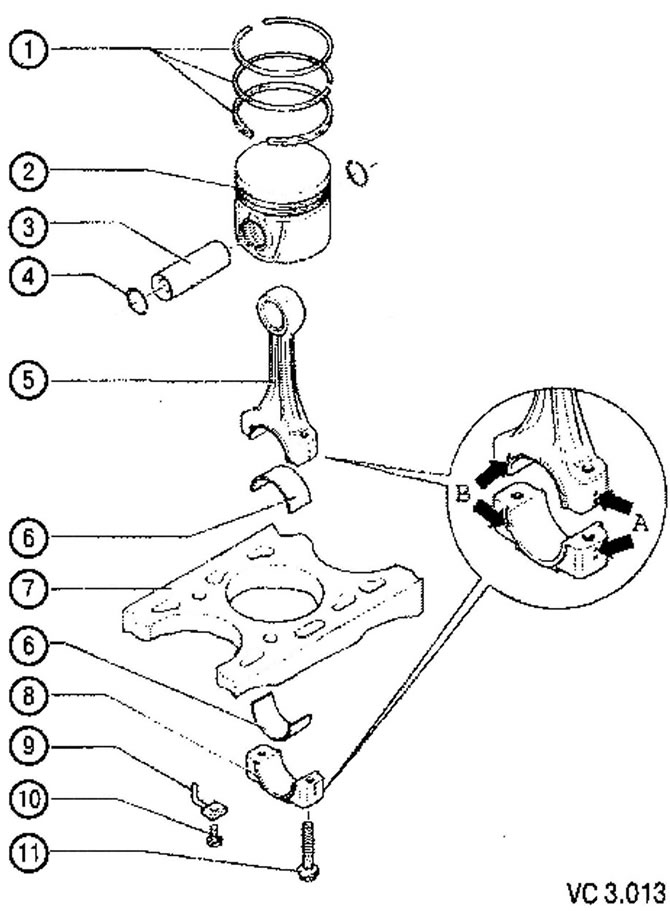
Перелік деталей ШПГ з технологічними зауваженнями щодо ремонту до малюнка VC3.013:
1. Поршневі кільця:
- замки кілець повинні розташовуватись під кутом 120°відносно один одного;
- зняття та встановлення за допомогою кліщів для встановлення поршневих кілець;
- маркування «ТОР» має бути спрямована до днища поршня;
- перед встановленням перевірити тепловий зазор (зазор у замку);
- Перевірка зазору по висоті між канавкою та кільцем.
2. Поршень із камерою згоряння:
- помітити монтажне положення та приналежність до циліндра;
- стрілка на днище поршня має бути спрямована у бік приводу ГРМ;
- при установці використовувати пристрій для стиснення поршневих кілець;
- при появі тріщин і задир на спідниці поршня замінити поршень;
- Виміряти виступи поршнів з блоку циліндрів у положенні.
3. Поршневий палець:
- при утрудненій установці нагріти поршень приблизно до 60°С;
4. Стопорне кільце.
5. Шатун:
- позначити приналежність до циліндра кольоровим олівцем у точках (А);
- монтажне положення: мітка (У) має бути звернена до приводу ГРМ;
- шатун виготовлений методом відламування на кришки від заготівлі шатуна, бути обережним -навіть дрібне пошкодження поверхні зламу неприпустимо.
6. Вкладиш:
- верхній та нижній вкладиші не взаємозамінні: верхній (звернений у бік поршня) виконаний з більш зносостійкого матеріалу; маркування: чорна смуга на робочій поверхні, біля краю стику;
- вкладиші, що раніше експлуатувалися, місцями не змінювати;
- встановлювати центром;
- перевірити надійність фіксації;
- граничне значення осьового зазору при зношуванні: 0,37 мм;
- Виміряти радіальний зазор в шатунному підшипнику за допомогою пластикового калібру Ptastigage:
- граничне значення при зношуванні: 0,08 мм;
- при вимірі радіального зазору колінчастий вал не обертати.
7. Блок циліндрів:
- Перед складання перевірити діаметр циліндрів.
8. Кришка шатунного підшипника:
- встановлювати відповідно до міток.
9. Форсунка для охолодження поршня олією.
10. Гвинт кріплення форсунки: 25 Нм (встановлювати без герметика).
11. Гвинт кріплення кришки шатунного підшипника: 30 Нм та дотягнути, повернувши на 1/4 обороту (90°):
- при збиранні замінити новим;
- змастити різьблення та опорну поверхню;
- Для перевірки радіального зазору використовувати старі гвинти кріплення.
Коментарі відвідувачів